


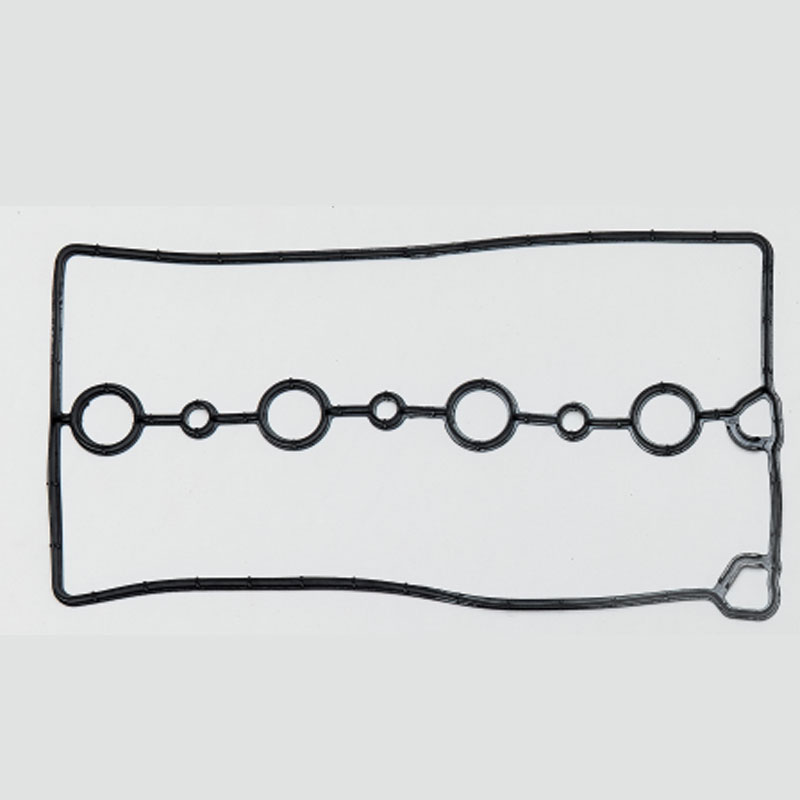
Прокладки клапанной крышки из китая
Когда слышишь про китайские прокладки клапанной крышки, у многих сразу возникает скепсис — мол, ресурс меньше, материал хрупкий, геометрия плавает. Но за 12 лет работы с уплотнениями для Чэнду Чанъинь я понял: тут всё упирается не в страну происхождения, а в технологическую дисциплину конкретного завода. Вот об этом и поговорим — без прикрас, с примерами из ремонтной практики.
Почему китайские прокладки клапанной крышки стали массовым явлением
В 2010-х на рынок хлынули уплотнения из Азии, и сначала мы сталкивались с откровенным браком — резина крошилась после первого прогрева, стальные вкладки гнулись при затяжке. Но к 2018 году ситуация выровнялась. Ключевой момент: китайские производители научились копировать не просто форму, а технологические допуски. Например, для двигателей Cummins ISF 2.8 мы тестировали три разных поставщика — и у одного из них прокладки клапанной крышки стабильно держали 80 000 км без подтеканий.
Важный нюанс — термостойкость. Европейские аналоги часто рассчитаны на стабильные 150°C, а китайские образцы сначала 'плыли' уже при 130°C. Сейчас разрыв сократился: те же прокладки клапанной крышки от проверенных фабрик в Шаньдуне выдерживают циклы 140–160°C, что подтверждено тестами в нашей лаборатории на сайте cydl.ru.
Кстати, о геометрии. Раньше бичом был перекос монтажных отверстий — приходилось рассверливать, рискуя повредить привалочную плоскость. Сейчас такие косяки редки, но встречается другая беда — избыток герметика на заводской прокладке. Мастера по привычке добавляют свой, а в итоге — выдавливание и закоксовывание масляных каналов.
Где китайские уплотнения реально выигрывают
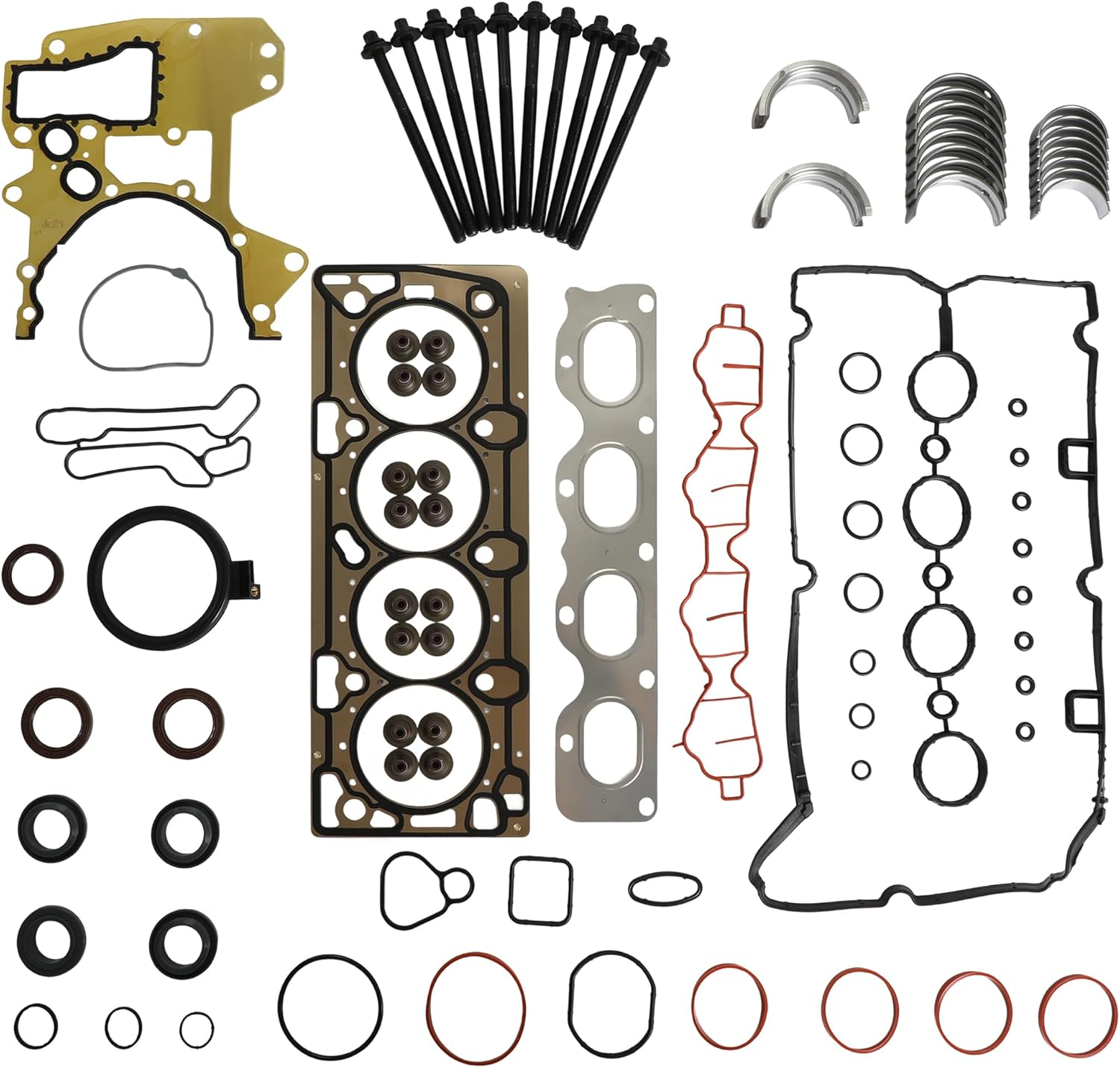
Возьмём типичный случай — ремонт двигателя Weichai WP10. Оригинальная прокладка клапанной крышки стоит как треть комплекта поршневой, а китайский аналог — в 4–5 раз дешевле. Но дело не только в цене: для устаревших моторов (скажем, ЯМЗ-238) европейские производители уже не выпускают детали, а китайцы — делают. И часто с улучшениями: добавляют армирование в зонах near the bolt holes.
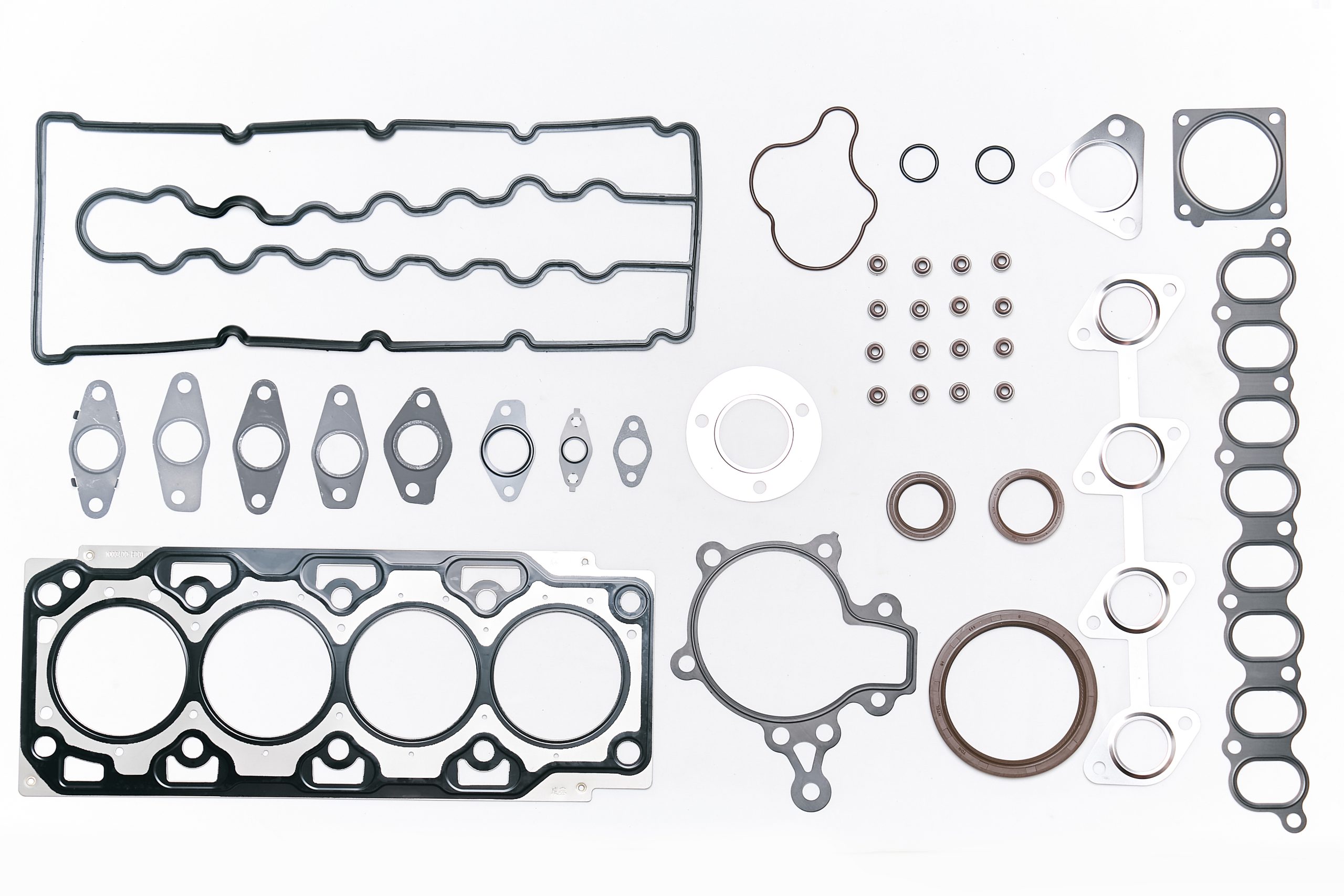
Наша компания ООО Чэнду Чанъинь Энергетическая Технология специально для таких случаев разработала каталог 'гибридных' решений — например, прокладки клапанной крышки с полимерным покрытием на арамидной основе. Они идут в комплектах для капиталки, и клиенты отмечают, что присадки в масло меньше влияют на их герметичность.
Любопытный момент: некоторые китайские фабрики стали делать уплотнения с запасом по толщине — +0.2 мм к номиналу. Для новых двигателей это минус (риск недожать), но для посадочных плоскостей с выработкой — спасение. Приходится объяснять механикам: если берете такие, не затягивайте моментом больше штатного — сорвёте резьбу, проверено на грузовиках Howo.
Ошибки при установке, которые убивают даже хорошие прокладки
Самая частая история — неправильная подготовка поверхности. Видел случаи, когда мастера шлифовали плоскость головки блока, а про крышку клапанов забывали. Итог: новая прокладка течёт через 500 км. Особенно критично для алюминиевых крышек — их ведёт от перепадов температур.
Ещё один момент — момент затяжки. Для китайских прокладок клапанной крышки часто пишут 10–12 Н·м, но если крышка деформирована, этого недостаточно. Я всегда советую перед установкой проверить плоскость щупом — зазоры больше 0.1 мм требуют правки. Кстати, на cydl.ru мы выложили таблицы моментов для разных моделей — там есть нюансы по шагу затяжки.
И да, про очистку. Остатки старого герметика — главный враг. Но и агрессивные растворители (вроде ацетона) портят посадочные пазы. Лучше использовать пластиковые скребки + очиститель карбюратора. Проверено на десятках ремонтов — после такой обработки даже бюджетные прокладки служат дольше.
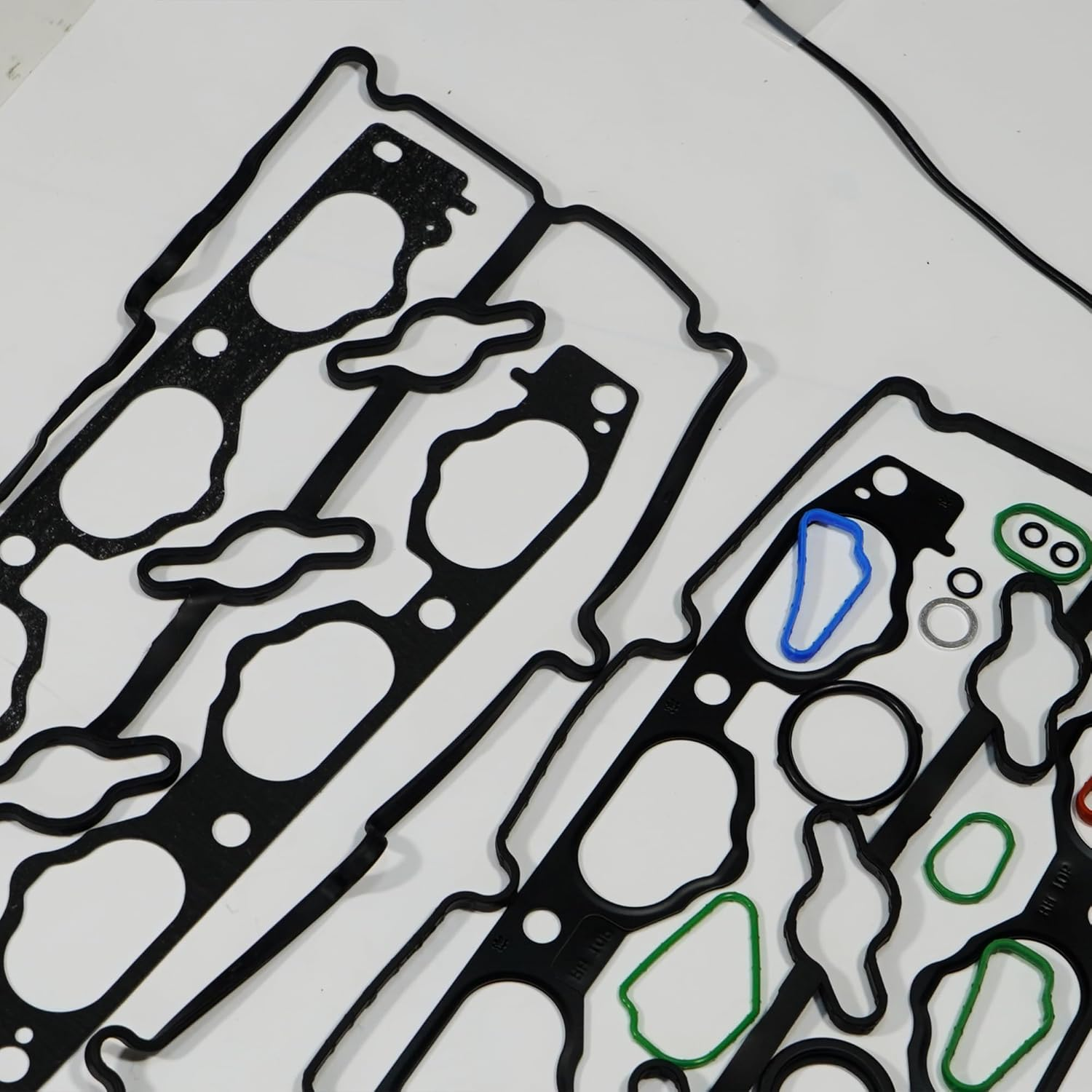
Как мы отбираем поставщиков для каталога Чэнду Чанъинь
Когда к нам приходят образцы, мы не ограничиваемся лабораторными тестами. Разрезаем прокладки, смотрим структуру — важно, чтобы армирование было не только по контуру, а равномерно. Например, для турбодизелей критичен участок near the PCV valve — там перепады давления чаще.
Полевые испытания — обязательный этап. Отдаём прокладки в сервисы, которые работают с такси и коммерческим транспортом. Там циклы 'прогрев-остывание' повторяются чаще, и дефекты проявляются быстро. Так, в 2022 году отвергли партию от одного поставщика — их прокладки клапанной крышки трескались после 200 циклов, хотя стендовые тесты они прошли.
Интересный кейс был с уплотнениями для Liugong. Заводской техник жаловался на потеки — оказалось, проблема была не в прокладке, а в бракованной партии крышек (раковины в литье). Пришлось совместно с фабрикой разработать усиленный вариант с локальными утолщениями. Теперь эти модели есть в нашем каталоге — их можно найти на сайте под маркировкой 'CY-ULT'.
Что ждёт рынок в ближайшие годы
Сейчас вижу тренд на специализацию: вместо универсальных прокладок клапанной крышки появляются версии под конкретные типы масел (синтетика, полусинтетика). Особенно для новых двигателей с системами рециркуляции — там тепловые нагрузки выше.
Второе направление — экология. Европейские нормы вынуждают снижать испарения, и уплотнения становятся сложнее. Китайские фабрики пока отстают в этом — их продукты для Euro 6 часто не проходят тесты на паропроницаемость. Но те, кто работает с немецкими инжиниринговыми компаниями, уже предлагают решения с многослойными мембранами.
Лично я считаю, что лет через пять разница между 'брендовыми' и китайскими прокладками сотрётся. Главное — не гнаться за ценой, а требовать технологические отчёты. Мы в Чэнду Чанъинь, например, для каждого артикула прикладываем протоколы испытаний — это дисциплинирует и поставщиков, и нас.
P.S. Коллеги, если сталкивались с нестандартными случаями — пишите на сайт cydl.ru в раздел 'Кейсы'. Как-то раз именно по вашему совету нашли косяк с термическим расширением на моторах Daimler — теперь проверяем все партии в камере с термоциклированием.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Nissan CD20 RD28 Lifters, 1.9 TDI для Cars & Trucks Number 13231-40
Nissan CD20 RD28 Lifters, 1.9 TDI для Cars & Trucks Number 13231-40 -
 Масляное уплотнение клапана
Масляное уплотнение клапана -
 Прокладка головки блока цилиндров Suzuki, самая популярная в Китае, простая и удобная в обращении, цена 11141-60A00 11141 60A00 1114160A00, автозапчасти
Прокладка головки блока цилиндров Suzuki, самая популярная в Китае, простая и удобная в обращении, цена 11141-60A00 11141 60A00 1114160A00, автозапчасти -
 Engine Bearings Head для chruise Cruze,Sonic, cruise Limited,1.8L, DOHC 16V, 2011-2018 HS26516PT1 Tckckww338 24422964 EP180 (гаскат и Bearings)
Engine Bearings Head для chruise Cruze,Sonic, cruise Limited,1.8L, DOHC 16V, 2011-2018 HS26516PT1 Tckckww338 24422964 EP180 (гаскат и Bearings) -
 Толкатель
Толкатель -
 Новый комплект прокладки головы для Kia Sorento Sedona Fit для Hyundai Santa Fe 3.3L V6 2013 2014 2016 2016 2017 2019 2020 заменить # 22311- 3cga0 223113CGA0 22311-3CGB0 22311- 3cga5
Новый комплект прокладки головы для Kia Sorento Sedona Fit для Hyundai Santa Fe 3.3L V6 2013 2014 2016 2016 2017 2019 2020 заменить # 22311- 3cga0 223113CGA0 22311-3CGB0 22311- 3cga5 -
 96353002 – номер газопровода CHEVROLET, DAEWOO
96353002 – номер газопровода CHEVROLET, DAEWOO -
 Хендай Корейский Мицубиси
Хендай Корейский Мицубиси -
 30026365 10227713 10836229 клапанные таппеты доступны для автомобилей Roewe Mg Chase
30026365 10227713 10836229 клапанные таппеты доступны для автомобилей Roewe Mg Chase -
 Масляное уплотнение tc, масляное уплотнение tg, резиновое масляное уплотнение, поршневое масляное уплотнение, стержневое уплотнение, уплотнение vda, уплотнение уплотнения v… масляное уплотнение oem/odm.
Масляное уплотнение tc, масляное уплотнение tg, резиновое масляное уплотнение, поршневое масляное уплотнение, стержневое уплотнение, уплотнение vda, уплотнение уплотнения v… масляное уплотнение oem/odm. -
 Поршня двигателя и кольца установлены 23041-2E210 подходят для Kia Soul Forte Forte5 Forte Koup 2.0L 2014 2015 2016 2016 2017 2018 запчасти послепродажного рынка двигателей
Поршня двигателя и кольца установлены 23041-2E210 подходят для Kia Soul Forte Forte5 Forte Koup 2.0L 2014 2015 2016 2016 2017 2018 запчасти послепродажного рынка двигателей -
 Пожалуйста, проанализируйте разницу между двигателем ED95 и ED01
Пожалуйста, проанализируйте разницу между двигателем ED95 и ED01
Связанный поиск
Связанный поиск- Поставщики гидравлических масляных уплотнений из китая
- Поставщики уплотнений корпуса масляного фильтра
- Производители прокладок выхлопного коллектора в китае
- Производители комплектов для капитального ремонта byd в китае
- Основные покупатели прокладок масляного поддона kia spectra
- Цена прокладки
- Сальник с нитриловым каркасом
- Производители высокотемпературных прокладок выхлопных газов в китае
- Цена прокладки головки блока цилиндров в китае
- Заводы по замене коромысел клапанов

