


Производители постели цилиндра в китае
Когда слышишь про китайских производителей постелей цилиндра, сразу представляются цеха с роботами-манипуляторами — но на деле там до сих пор ручная доводка гильз напильником встречается. Наш опыт с Чэнду Чанъинь показал: если поставщик не контролирует геометрию посадочных поверхностей, весь узел идёт под замену.
Технологические нюансы, которые не пишут в каталогах
Вот смотрите — берём постель цилиндра для ремонта ЯМЗ-238. Казалось бы, простая отливка, но если толщина стенки под рубашкой охлаждения меньше 4.5 мм, через полгода трещина по гарантии обеспечена. У Чанъинь в этом плане строго: у них в техпроцессе есть этап ультразвукового контроля каждой второй заготовки.
Как-то пробовали работать с провинцией Гуандун — там литьё дешевле, но при термоциклировании появлялась деформация до 0.08 мм. Пришлось отказаться, хотя по паспорту всё соответствовало ГОСТ . Сейчас только Чэнду и частично Шанхай.
Кстати про шероховатость — для мокрых гильз нужно Ra 0.8, но некоторые китайские цеха экономят на финишной обработке. Видел как на постели цилиндра для D6.2 Caterpillar пришлось самостоятельно доводить расточными головками — заводская обработка давала риски глубиной до 15 мкм.
Логистика и скрытые проблемы
В 2022 году был курьёзный случай: заказали партию для КамАЗ-740, а в контейнер погрузили детали под Cummins ISLe. Оказалось, упаковщики перепутали маркировку — теперь всегда требуем фото финальной упаковки от Чанъинь перед отгрузкой.
Морская доставка из Шанхая — отдельная головная боль. Если постель цилиндра не обработана ингибитором коррозии (а некоторые экономят), в трюме с повышенной влажностью появляются очаги ржавчины в зоне масляных каналов. Приходится организовывать сушку в порту.
Таможенное оформление иногда затягивается из-за сертификатов — китайские заводы часто путают код ТН ВЭД и . С ООО Чэнду Чанъинь Энергетическая Технология этот вопрос решают через своего брокера, что ускоряет процесс на 5-7 дней.
Метрология и контроль
На их сайте https://www.cydl.ru указано про контроль трёх координат, но на деле они используют ручной CMM Mitutoyo — для производителей постели цилиндра это нормально, но ждешь чего-то более современного. Хотя точность держат в районе 6 мкм для базовых плоскостей.
Запомнился инцидент с концентричностью постелей под коленвал — при замерах оказалось биение 0.03 мм при допуске 0.015. Пришлось возвращать всю партию. Теперь всегда запрашиваем протоколы замеров до отгрузки.
Интересно как они решают вопрос усадки чугуна — используют легирование никелем до 1.2%, но это увеличивает цену на 15%. Для бюджетных ремонтов не всегда оправдано, хотя для судовых двигателей обязательно.
Практические кейсы из опыта
Для тепловозных двигателей ПД-1М брали у них блоки цилиндров — пришлось дорабатывать систему крепления ГБЦ, так как китайские нормативы по растяжке шпилек отличаются от наших. Но сам чугун марки СЧ25 оказался качественным.
Как-то пробовали ставить их постель цилиндра на МАН D2876 — выяснилось, что нужно менять технологию запрессовки гильз. У немцев нагрев до 180°C, а у китайских деталей термический зазор другой. Пришлось разрабатывать переходную технологию.
Сейчас для новых проектов всегда запрашиваем у https://www.cydl.ru данные об усталостных испытаниях — их стенд имитирует 5000 моточасов, что достаточно для предварительной оценки.
Экономика и альтернативы
Если сравнивать с турецкими производителями — у китайцев цена ниже на 20-25%, но и металлографический анализ иногда показывает неравномерность структуры перлита. Для неответственных узлов допустимо.
Интересно, что Чэнду Чанъинь Энергетическая Технология предлагает комплекты для капитального ремонта — там постель идёт в сборе с шатунами. Но мы предпочитаем раздельные поставки, так проще контролировать каждую деталь.
Для сельхозтехники часто берём их бракованные отливки с поверхностными раковинами — после наплавки и механической обработки получается вдвое дешевле. Главное чтобы дефекты были не в зоне масляных каналов.
В целом по отрасли — китайские производители постели цилиндра уже достигли приемлемого уровня, но точечные проблемы остаются. Главное не гнаться за минимальной ценой, а выбирать тех, кто даёт полную техническую документацию.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Хендай Корейский Мицубиси
Хендай Корейский Мицубиси -
 Пикап 4K22
Пикап 4K22 -
 BYD
BYD -
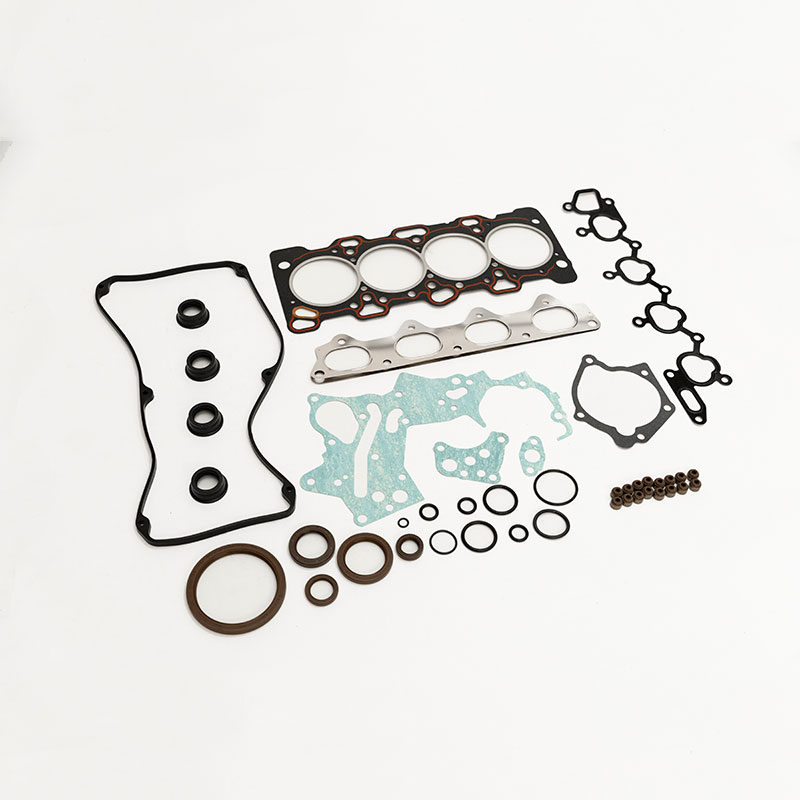
 Прокладка цилиндра
Прокладка цилиндра -
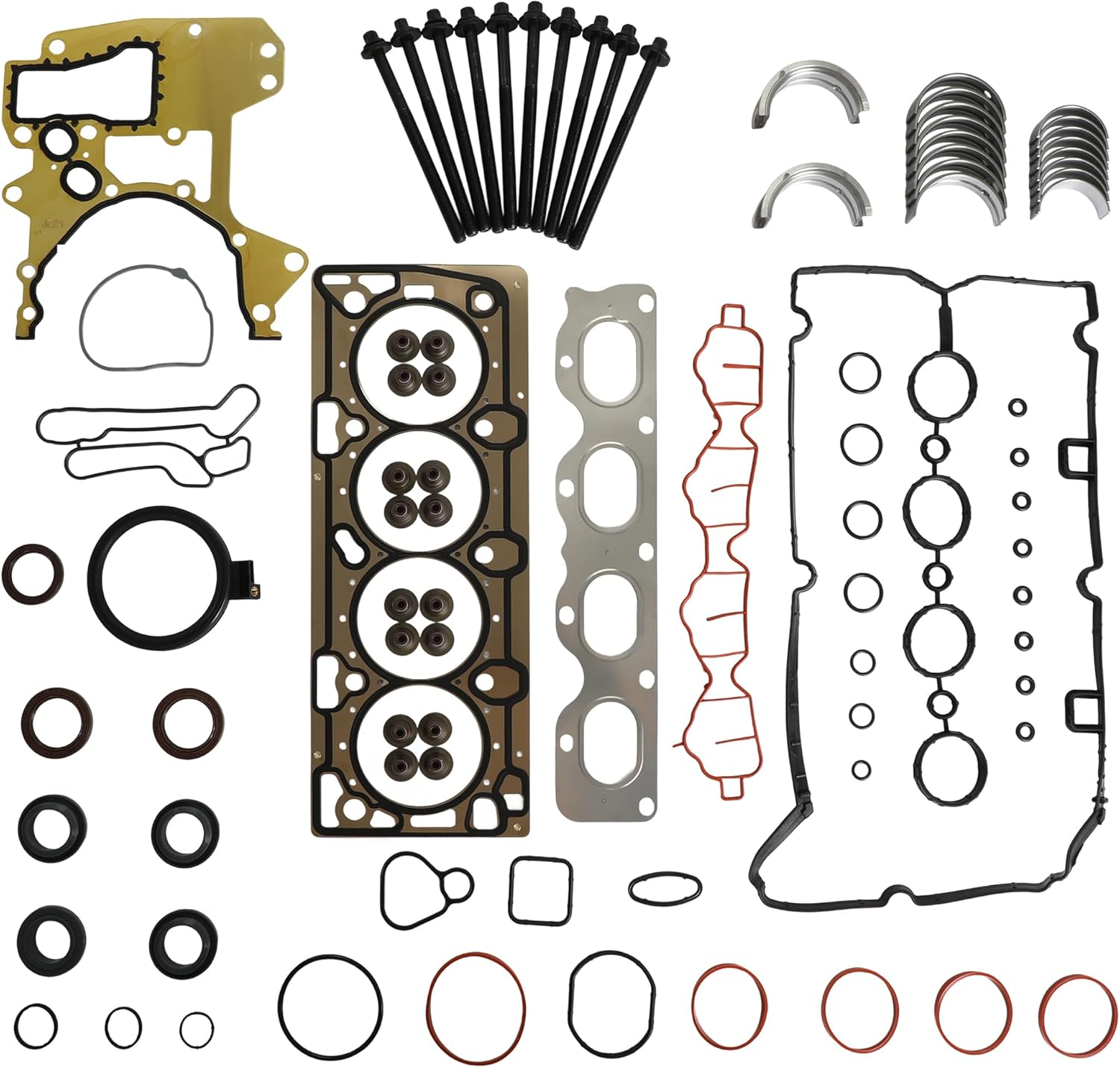 Engine Bearings Head для chruise Cruze,Sonic, cruise Limited,1.8L, DOHC 16V, 2011-2018 HS26516PT1 Tckckww338 24422964 EP180 (гаскат и Bearings)
Engine Bearings Head для chruise Cruze,Sonic, cruise Limited,1.8L, DOHC 16V, 2011-2018 HS26516PT1 Tckckww338 24422964 EP180 (гаскат и Bearings) -
 Замена комплекта прокламационных клапанов на цепной цепи двигателей Audi A4 Q5 TT VW GTI GLI 1,8t 2,0t CJS CPPA 06H103171F 06F129717D
Замена комплекта прокламационных клапанов на цепной цепи двигателей Audi A4 Q5 TT VW GTI GLI 1,8t 2,0t CJS CPPA 06H103171F 06F129717D -
 Geely
Geely -
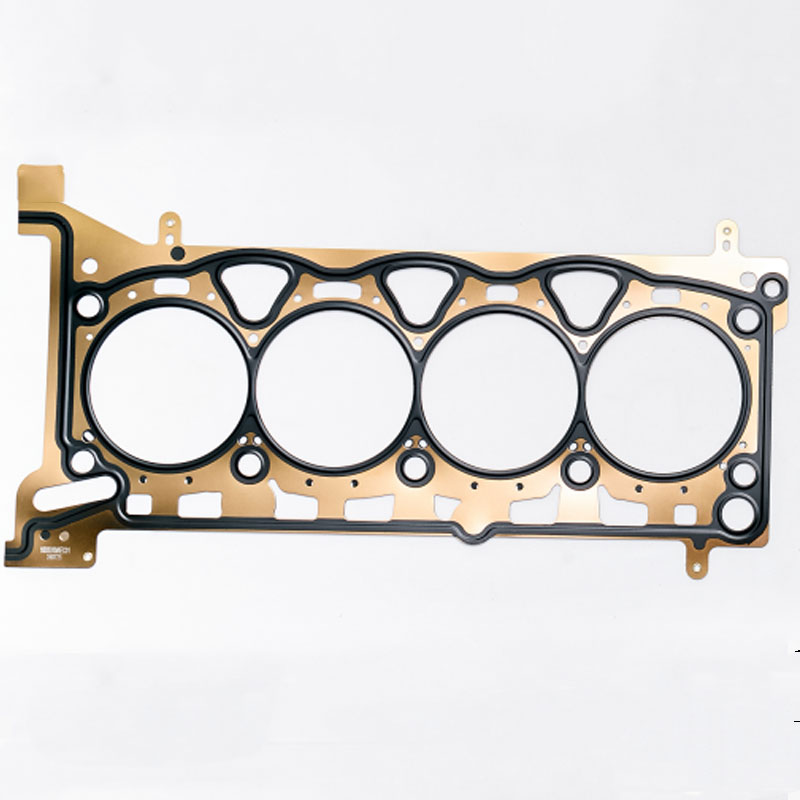
 Прокладка головки цилиндра подходит для моделей Volkswagen с двигателями Ea111 и Ea888
Прокладка головки цилиндра подходит для моделей Volkswagen с двигателями Ea111 и Ea888 -
 Новый комплект прокладки головы для Kia Sorento Sedona Fit для Hyundai Santa Fe 3.3L V6 2013 2014 2016 2016 2017 2019 2020 заменить # 22311- 3cga0 223113CGA0 22311-3CGB0 22311- 3cga5
Новый комплект прокладки головы для Kia Sorento Sedona Fit для Hyundai Santa Fe 3.3L V6 2013 2014 2016 2016 2017 2019 2020 заменить # 22311- 3cga0 223113CGA0 22311-3CGB0 22311- 3cga5 -
 96353002 – номер газопровода CHEVROLET, DAEWOO
96353002 – номер газопровода CHEVROLET, DAEWOO -
 30026365 10227713 10836229 клапанные таппеты доступны для автомобилей Roewe Mg Chase
30026365 10227713 10836229 клапанные таппеты доступны для автомобилей Roewe Mg Chase -
 Пакет для ремонта двигателя 4D24 на великой китайской стене
Пакет для ремонта двигателя 4D24 на великой китайской стене
Связанный поиск
Связанный поиск- прокладка под двигатель
- Установки для коромысел клапанов karmas 740
- Производители крышек коромысел клапанов
- Поставщики прокладок головки блока цилиндров из китая
- Поставщики уплотнительных колец
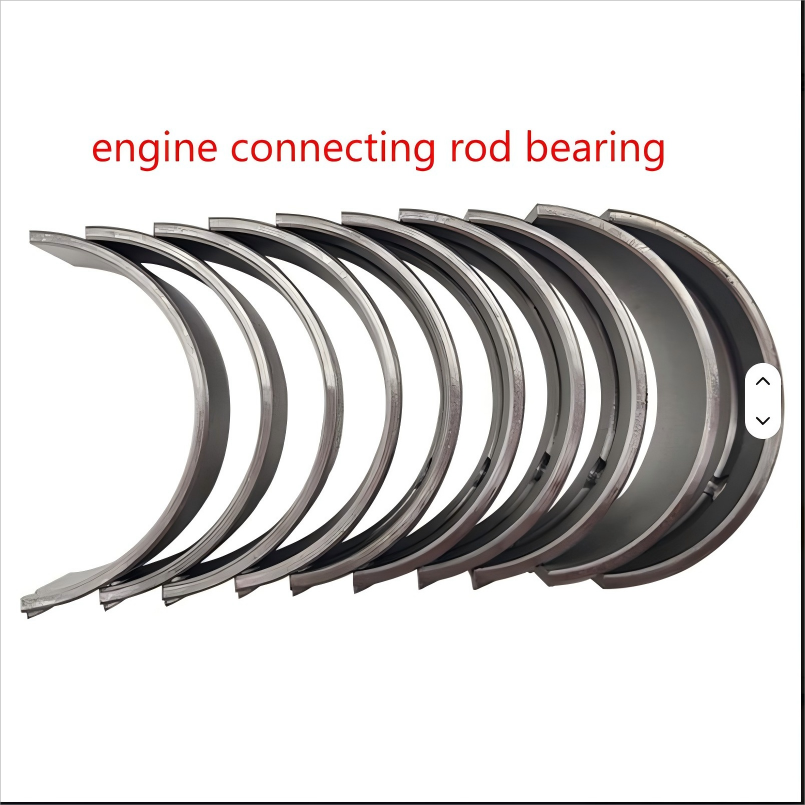
- масляное уплотнение подшипника
- Производители прокладок масляного поддона lancer 9 1.6
- Цена комплекта прокладок цилиндров
- Цена заднего сальника коленчатого вала в китае
- Прокладка поддона картера vesta китай

