


Производители валов коромысел клапанов в китае
Когда слышишь про китайских производителей валов коромысел, сразу представляются гигантские заводы с роботами. На деле же 80% рынка — это средние цеха, где до сих пор вручную подбирают зазоры. Мой первый заказ в Чжэцзяне обернулся браком партии на 500 штук из-за перекалённой стали — поставщик уверял, что использует японское сырьё, а по факту оказался переплавом старых коленвалов.
География производства: где искать стоящих поставщиков
В Гуанчжоу делают упор на массовость, но там вечная проблема с термообработкой — вибрация после 80 тыс. км выдает недокалённые участки. Шанхайские фабрики дорожат репутацией, но и цены завышают на 30%. Для серийных авто лучше смотреть на север — в Шэньяне сохранились советские станки, которые идеально подходят для валов коромысел УАЗ.
Кстати, про термообработку — многие недооценивают контроль температуры отпуска. Помню, на одном производстве в Чунцине экономили на газе, и валы шли с внутренними напряжениями. При монтаже вроде бы всё нормально, а через 5-6 месяцев появляется стук — клиенты потом полгода разбирались с гарантией.
Сейчас перспективно смотреть на Чэнду — там появились гибридные производства, где сочетают немецкое ЧПУ с местной сборкой. Компания ООО Чэнду Чанъинь Энергетическая Технология как раз из таких, у них на сайте https://www.cydl.ru видно, что делают упоры на сопутствующие компоненты — уплотнения двигателей, ремонтные комплекты. Это важный признак: если завод развивает смежные направления, значит, понимает кинематику узла в сборе.
Технологические нюансы, которые не пишут в каталогах
Споры о материале — 40Х или 45Х — часто ведутся без учёта условий эксплуатации. Для газовых двигателей лучше идёт легированная сталь с молибденом, хоть и дороже на 15%. Китайцы же часто заменяют его ванадием, что для умеренных нагрузок допустимо, но при постоянных оборотах свыше 5000 приводит к выкрашиванию толкателей.
Литьё против ковки — здесь многие ошибаются. Для стандартных моторов литые валы выдерживают пробег до 200 тыс. км, но если речь о тюнинге — только кованые. В том же Чэнду научились делать холодную объемную штамповку с точностью до 0.01 мм, что для коромысел клапанов критично.
Интересный момент с покрытиями: азотирование даёт твёрдость, но хрупкость, фосфатирование держит масляную плёнку, но стирается за 50-60 тыс. км. Оптимально — комбинированная обработка, как раз то, что предлагают на cydl.ru в разделе комплектов для ремонта двигателей. Видно, что инженеры понимают износ в связке деталей.
Контроль качества: где кроются обманы
Сертификаты ISO в Китае — не панацея. Лично видел, как на заводе в Нинбо проводили замеры только для первых трёх партий, а дальше запускали поток без выборочного контроля. Важнее смотреть на наличие координатно-измерительных машин в цеху — если их нет, геометрию не проверяют вообще.
Хитрость с твёрдостью: некоторые поставщики указывают HRC 58-62, но проверяешь — едва 54. Оказалось, они замеряют только торцевые участки, а рабочую поверхность не тестируют. Теперь всегда требую протоколы испытаний с трёх точек вала.
Упаковка — индикатор отношения. Если производители валов экономят на антикоррозийной бумаге — значит, и в технологии режут углы. Заметил, что серьёзные компании вроде Чэнду Чанъинь всегда используют вакуумную упаковку с силикагелем, даже для внутренних поставок.
Логистика и скрытые расходы
Морская доставка из Шанхая выгоднее, но для точных деталей опасна — конденсат в контейнерах убивает даже оцинкованные поверхности. Приходится закладывать 7-10% на переупаковку и антикоррозийную обработку по приходу.
Таможня — отдельная головная боль. Валы коромысел часто задерживают из-за сертификации, поскольку их приравнивают к критичным компонентам двигателя. Лучше сразу оформлять как запчасти для ремонта, так проходимость выше.
Интересно, что некоторые производители теперь предлагают сборные партии — вместе с уплотнениями и ремкомплектами. На том же https://www.cydl.ru видно комплексный подход: можно заказать валы вместе с прокладками и сальниками. Экономит на логистике 20-25%, особенно для СТО.
Перспективы ниши и на что смотреть
Сейчас растёт спрос на валы для гибридных двигателей — там другие нагрузки из-за частых старт-стопов. Китайские фабрики пока отстают в этом сегменте, но в том же Чэнду уже тестируют образцы с упрочнёнными кулачками.
Биметаллические коромысла — следующая ступень. Видел экспериментальные партии где стальная основа сочетается с алюминиевым рычагом. Для турбомоторов перспективно, но технология ещё сырая.
Главный вывод за 12 лет работы: китайские производители валов коромысел клапанов способны на качество уровня ЕС, но нужно жёстко контролировать каждый этап. И лучше работать с теми, кто как Чэнду Чанъинь развивает смежные направления — это страхует от технологических просчётов.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
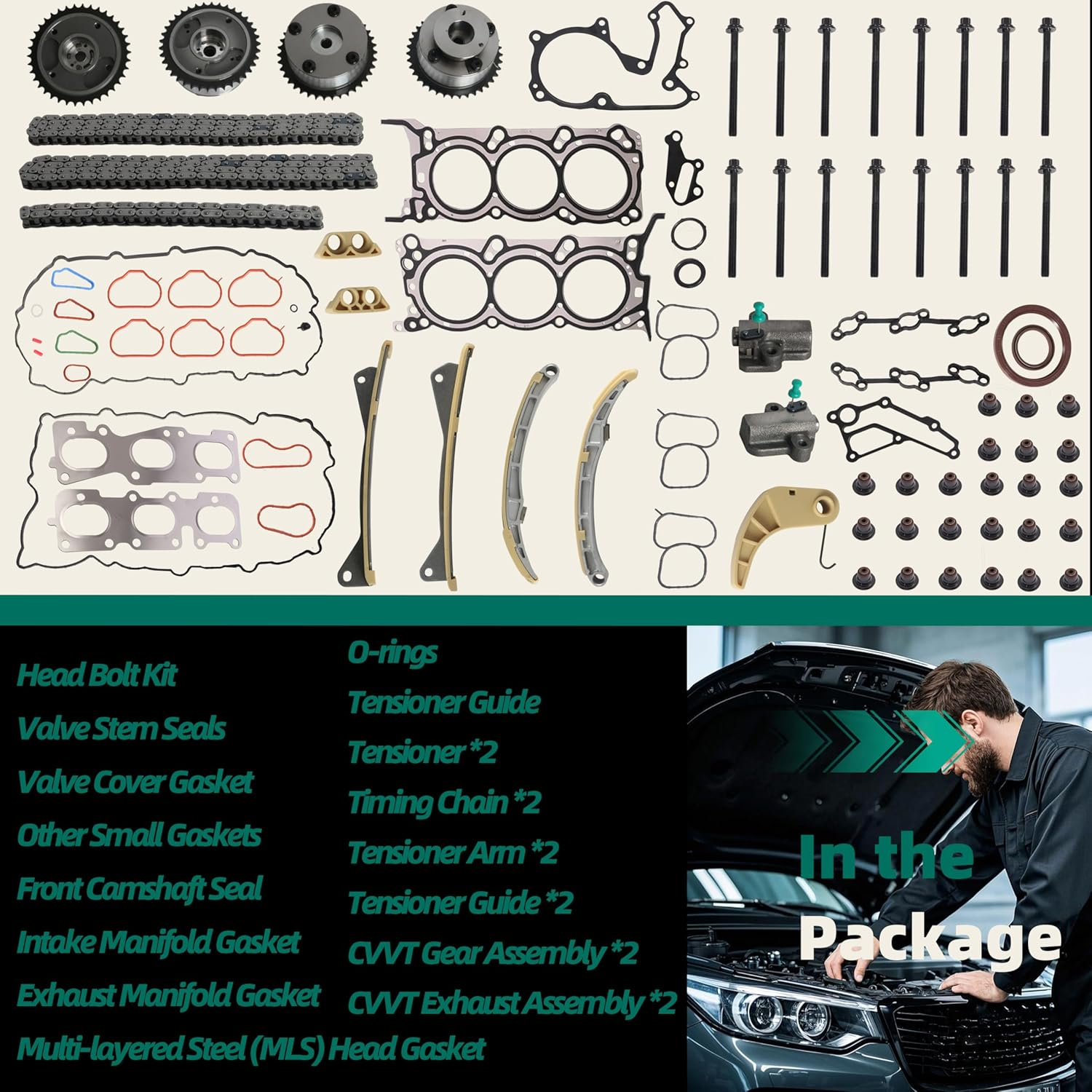
 Пакет для ремонта двигателя 4D24 на великой китайской стене
Пакет для ремонта двигателя 4D24 на великой китайской стене -
 Engine Bearings Head для chruise Cruze,Sonic, cruise Limited,1.8L, DOHC 16V, 2011-2018 HS26516PT1 Tckckww338 24422964 EP180 (гаскат и Bearings)
Engine Bearings Head для chruise Cruze,Sonic, cruise Limited,1.8L, DOHC 16V, 2011-2018 HS26516PT1 Tckckww338 24422964 EP180 (гаскат и Bearings) -
 Распределительные валы
Распределительные валы -
 BYD
BYD -
 Зотье
Зотье -
 Толкатель клапана
Толкатель клапана -
 Сальник для коммерческого транспорта
Сальник для коммерческого транспорта -
 Масляное уплотнение клапана
Масляное уплотнение клапана -
 Шкив
Шкив -
 Хендай Корейский Мицубиси
Хендай Корейский Мицубиси -
 Клапаны двигателей Nissan Tuda Navarra X-Trail различных моделей для впускного выхлопного клапана 13201-3ta0a 13202-3ta0a
Клапаны двигателей Nissan Tuda Navarra X-Trail различных моделей для впускного выхлопного клапана 13201-3ta0a 13202-3ta0a -
 Ключевой герметик в приводе автомобиля—дифентиль
Ключевой герметик в приводе автомобиля—дифентиль
Связанный поиск
Связанный поиск- Цена коромысла great wall
- Цена манжеты вала
- Цены на нива клапана рокера
- Маслостойкое резиновое кольцо
- Цены на рычаги коромысел клапанов рено логан
- Поставщики уплотнения свечи зажигания из китая
- прокладка масляного поддона киа
- Поставщики nbr уплотнения рамы из китая
- Цены на прокладка масляного поддона автоматической коробки передач в китае
- Производители водяных насосов в сборе

