


Поставщики кожухов головки цилиндра клапана из китая
Когда речь заходит о поставщиках кожухов головки цилиндра клапана из Китая, многие сразу думают о дешевизне и проблемах с качеством. Но за годы работы с китайскими производителями я понял: главное — не цена, а умение выбрать партнера, который разбирается в тонкостях обработки алюминиевых сплавов и требований к термостойкости. Например, те же кожухи для головки цилиндра — если толщина стенки не выдержана или уплотнительные канавки сделаны с отклонением в полмиллиметра, вся партия уходит в брак. И тут уже не спасет даже низкая стоимость.
Критерии выбора китайских производителей
Раньше мы ориентировались в основном на сертификаты ISO, но жизнь показала: наличие сертификата не гарантирует, что завод действительно соблюдает технологические цепочки. Один из наших первых заказов на кожухи головки цилиндра провалился именно из-за этого — поставщик предоставил все документы, но при тестовой сборке выяснилось, что крепежные отверстия смещены на 1.2 мм. Пришлось срочно искать альтернативу.
Сейчас мы обращаем внимание на то, есть ли у завода опыт работы с европейскими клиентами. Например, ООО Чэнду Чанъинь Энергетическая Технология (сайт https://www.cydl.ru) изначально специализировалась на уплотнениях для двигателей, а потом расширила ассортимент до кожухов. Это важный момент — если производитель глубоко в теме двигателестроения, он понимает, как поведет себя деталь при вибрациях или перепадах температур.
Кстати, о температурных режимах. Китайские инженеры часто экономят на тестовых циклах, проверяя кожухи только при стандартных нагрузках. Мы всегда запрашиваем данные испытаний при экстремальных условиях — например, при резком охлаждении до -30°C с последующим нагревом до 150°C. Такие тесты показывают, не появятся ли микротрещины в зоне сварных швов.
Особенности логистики и контроля
Доставка — отдельная головная боль. Морской транспорт дешевле, но для точных деталей вроде кожухов цилиндра критична влажность. Однажды получили партию с очагами коррозии на внутренних поверхностях — контейнер оказался негерметичным. Теперь настаиваем на дополнительной вакуумной упаковке с силикагелевыми поглотителями влаги.
Контроль на месте — обязательный этап. Мы не полагаемся на отчеты третьих сторон, а отправляем своего технолога на завод при запуске первой партии. Важно лично проверить, как настроены станки ЧПУ, и проконтролировать выборочные замеры геометрии. Особенно это касается посадок под уплотнительные кольца — даже минимальное отклонение приводит к утечкам масла.
Интересный момент: китайские коллеги часто предлагают ?упрощенные? версии чертежей — мол, так дешевле. Но мы научились твердо отказываться. Например, для кожухов головки цилиндра клапана принципиально сохранять точную конфигурацию каналов под охлаждающую жидкость — любое упрощение формы снижает эффективность теплоотвода.
Практические кейсы и ошибки
Был у нас печальный опыт с поставщиком из Гуанчжоу. Сделали партию кожухов из сплава А356, но не учли, что для литья нужна строгая выдержка температуры расплава. В результате 30% деталей имели поры в критических зонах возле креплений. Пришлось за свой счет возвращать и ждать замену два месяца.
А вот с ООО Чэнду Чанъинь Энергетическая Технология работа пошла иначе — они сами предложили использовать модифицированный сплав с добавкой стронция для лучшей жидкотекучести. Это как раз пример, когда поставщик не просто исполняет заказ, а предлагает инженерные решения. На их сайте https://www.cydl.ru видно, что компания серьезно подходит к разработке комплектующих для двигателей — от уплотнений до ремонтных наборов.
Еще запомнился случай с термообработкой. Один завод заверял, что проводит закалку в защитной атмосфере, но при микроскопическом анализе мы обнаружили обезуглероживание поверхностного слоя. Теперь всегда включаем в договор пункт о металлографических исследованиях выборочных образцов.
Тенденции рынка и перспективы
Сейчас китайские производители активно внедряют роботизированную сварку лазером для соединения элементов кожуха. Это дает более стабильное качество швов, но требует точной подгонки кромок. Мы тестируем такие образцы — пока есть проблемы с согласованием допусков, но направление перспективное.
Заметил, что растет спрос на кожухи с интегрированными датчиками температуры. Китайские заводы пока отстают в этом сегменте, но те же Чэнду Чанъинь уже экспериментируют с каналами для сенсоров в литых корпусах. Думаю, через пару лет это станет стандартом для новых моделей двигателей.
Ценовая политика тоже меняется. Если раньше китайские поставщики кожухов головки цилиндра играли на дешевизне, то сейчас многие переходят на модель ?цена/качество?. И это правильно — европейские клиенты готовы платить немного больше, но получать детали с предсказуемыми характеристиками и полной технической документацией.
Рекомендации по сотрудничеству
Начинающим советую сначала заказывать пробные партии на 50-100 штук, а не сразу крупные объемы. И обязательно проводить стендовые испытания на совместимость с конкретными моделями двигателей. Мы, например, тестируем кожухи минимум на трех разных моторах, чтобы выявить скрытые дефекты.
Техническое задание должно быть максимально детализированным. Указывайте не только допуски размеров, но и методы контроля, требования к чистоте поверхностей, даже маркировки на деталях. Китайские производители дисциплинированно выполняют явно прописанные требования, но редко проявляют инициативу в уточнении неясных моментов.
И главное — поддерживайте постоянный контакт с инженером завода, а не только с менеджером по продажам. Часто именно в технических дискуссиях рождаются оптимальные решения. Как-то раз в ООО Чэнду Чанъинь мы совместно пересмотрели конструкцию ребер жесткости кожуха — получилось снизить вес на 8% без потери прочности.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Шкив
Шкив -
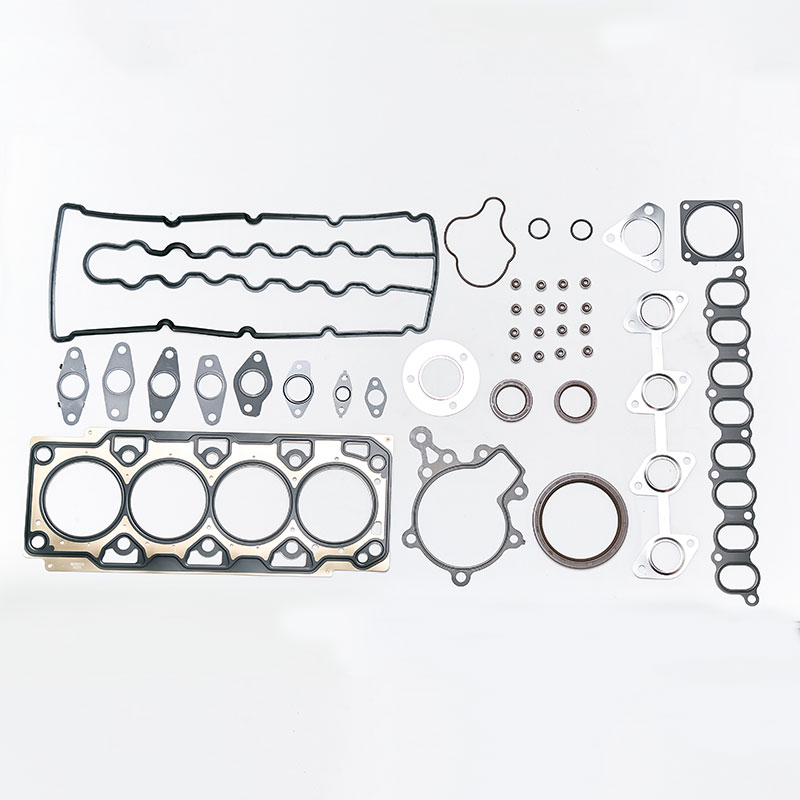
 Новый комплект прокладки головы для Kia Sorento Sedona Fit для Hyundai Santa Fe 3.3L V6 2013 2014 2016 2016 2017 2019 2020 заменить # 22311- 3cga0 223113CGA0 22311-3CGB0 22311- 3cga5
Новый комплект прокладки головы для Kia Sorento Sedona Fit для Hyundai Santa Fe 3.3L V6 2013 2014 2016 2016 2017 2019 2020 заменить # 22311- 3cga0 223113CGA0 22311-3CGB0 22311- 3cga5 -
 30026365 10227713 10836229 клапанные таппеты доступны для автомобилей Roewe Mg Chase
30026365 10227713 10836229 клапанные таппеты доступны для автомобилей Roewe Mg Chase -
 Пикап 4K22
Пикап 4K22 -
 Kemu 1.6/ mutch 1.6/ trutch 2.0/ chery 480/ chery 475 / воздухозаборник
Kemu 1.6/ mutch 1.6/ trutch 2.0/ chery 480/ chery 475 / воздухозаборник -
 Прокладка головки цилиндра подходит для моделей Volkswagen с двигателями Ea111 и Ea888
Прокладка головки цилиндра подходит для моделей Volkswagen с двигателями Ea111 и Ea888 -
 Сальник для коммерческого транспорта
Сальник для коммерческого транспорта -
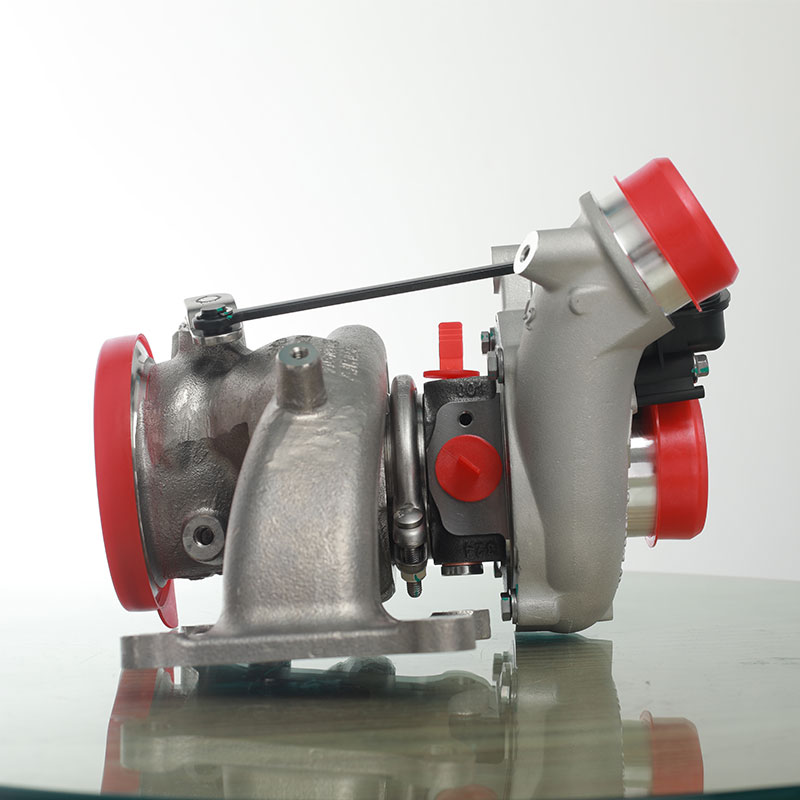 Турбонагнетатель
Турбонагнетатель -
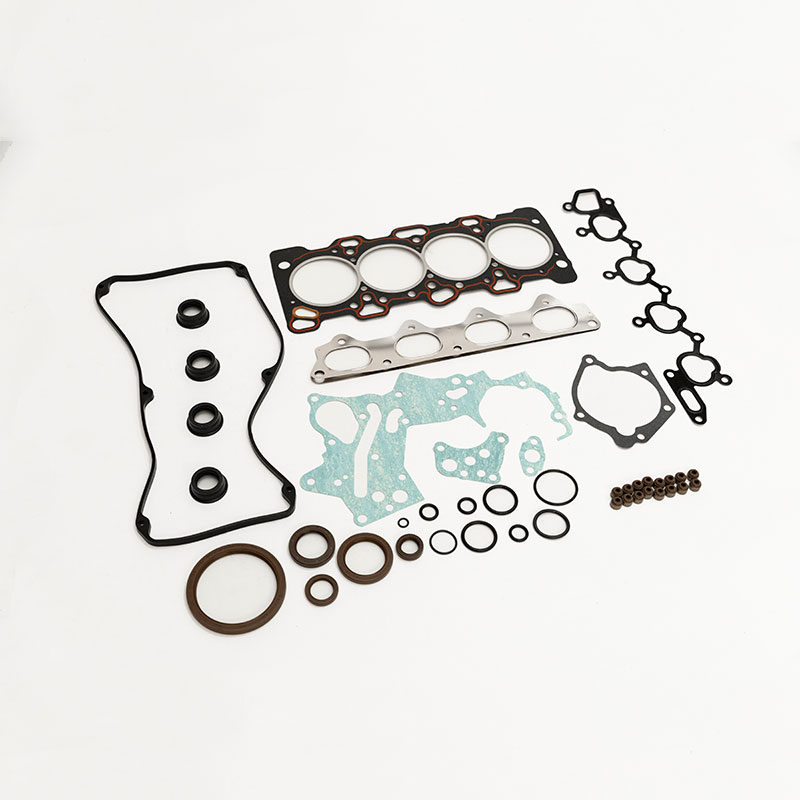
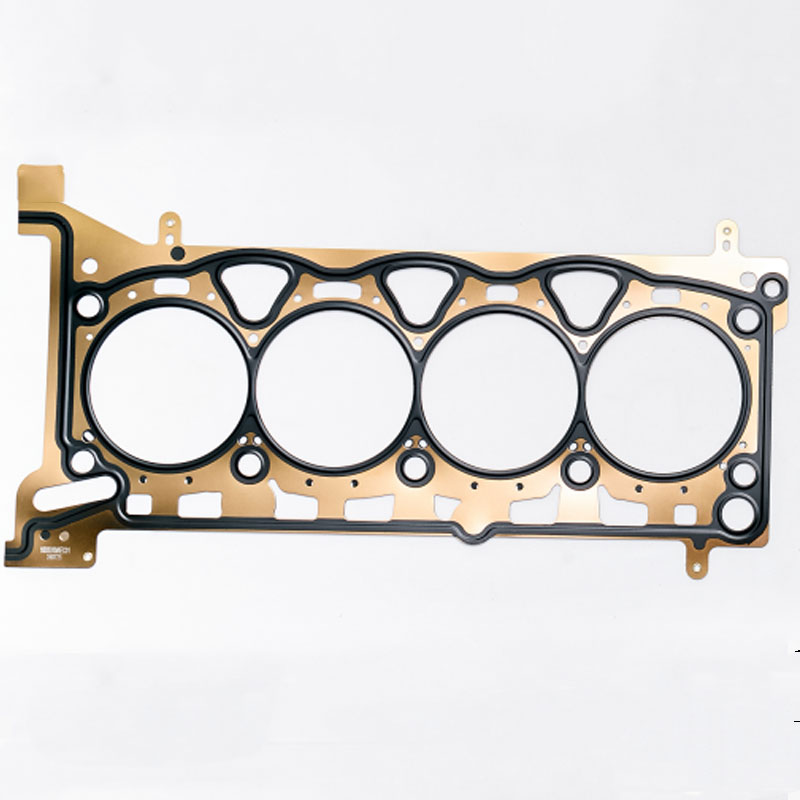 Прокладка цилиндра
Прокладка цилиндра -
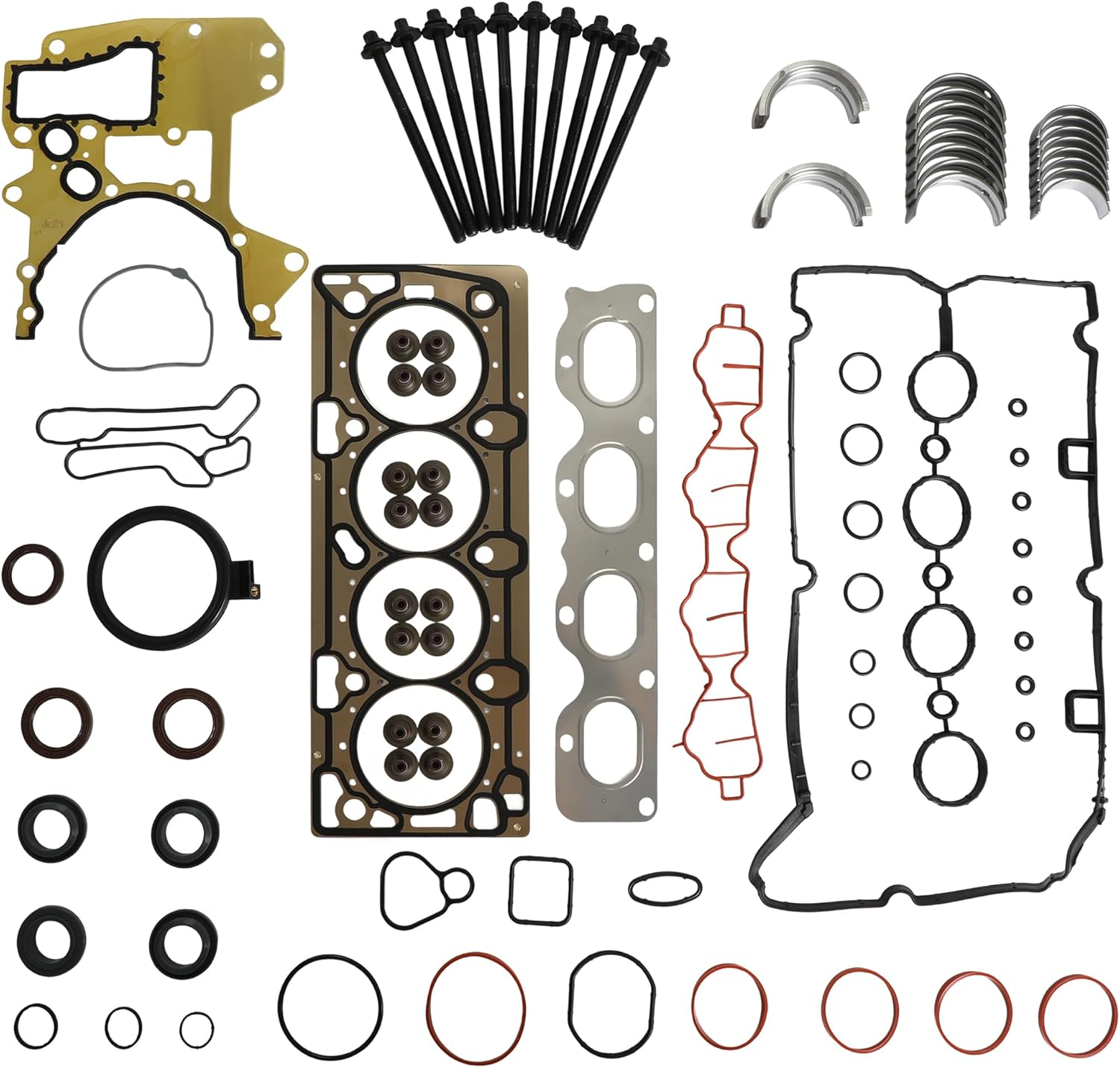 Engine Bearings Head для chruise Cruze,Sonic, cruise Limited,1.8L, DOHC 16V, 2011-2018 HS26516PT1 Tckckww338 24422964 EP180 (гаскат и Bearings)
Engine Bearings Head для chruise Cruze,Sonic, cruise Limited,1.8L, DOHC 16V, 2011-2018 HS26516PT1 Tckckww338 24422964 EP180 (гаскат и Bearings) -
 Jiangling Motors
Jiangling Motors -
 Масляное уплотнение tc, масляное уплотнение tg, резиновое масляное уплотнение, поршневое масляное уплотнение, стержневое уплотнение, уплотнение vda, уплотнение уплотнения v… масляное уплотнение oem/odm.
Масляное уплотнение tc, масляное уплотнение tg, резиновое масляное уплотнение, поршневое масляное уплотнение, стержневое уплотнение, уплотнение vda, уплотнение уплотнения v… масляное уплотнение oem/odm.
Связанный поиск
Связанный поиск- Китайские производители уплотнений штока клапана
- Маслостойкие уплотнительные кольца для газовых клапанов
- Производители задних сальников коленчатого вала
- крышка головки блока цилиндров qr20de
- Поставщики толкателей byd в китай
- Поставщики прокладок двигателя из китая
- Основные покупатели уплотнительных колец
- Производители толкателей chery в китае
- Цена прокладки масляного поддона aveo
- Рейнольдс логан 1.6 8 основные страны покупки коромысел клапанов

