


Поставщики головки цилиндров двигателя из китая
Когда слышишь про поставщики головки цилиндров двигателя из Китая, многие сразу думают о дешёвых аналогах — и это первая ошибка. На деле там есть как откровенный хлам, так и производители, которые лет десять уже работают на конвейеры европейских брендов. Но найти их — это отдельная история.
Почему Китай — не синоним низкого качества
Раньше я сам скептически относился к китайским головкам цилиндров. Пока не столкнулся с партией от завода в Гуанчжоу — детали прошли проверку на герметичность лучше, чем некоторые европейские аналоги. Оказалось, они закупили немецкие станки с ЧПУ и наняли инженеров из Японии. Но такой поставщик не будет торговать через Alibaba — только через прямые контракты.
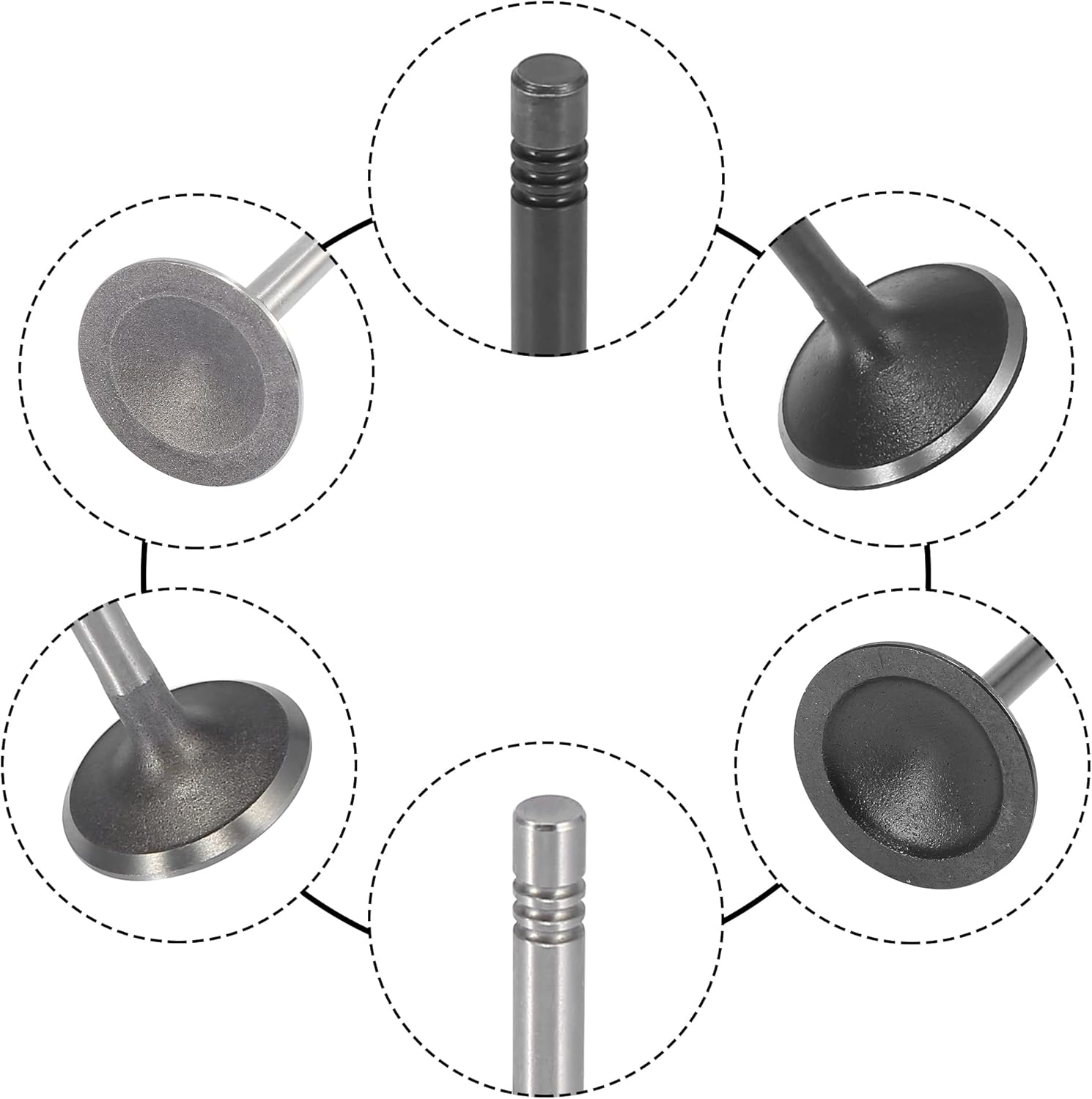
Ключевой момент — обработка седел клапанов. У непроверенных фабрик часто кривой угол фаски, и через 20 тысяч км начинают подтекать масло. Приходилось вскрывать такие образцы — видно, что резец уже сточенный использовали. Сейчас всегда просим видео тестов на герметичность под 12 бар.
Ещё нюанс — материал сплава. В Шанхае один завод использует алюминиевый сплав с присадками хрома, а в провинции Хэбэй часто экономят и льют чистый алюминий без термообработки. Разницу видно только после термических циклов — появляются микротрещины у направляющих втулок.
Как выбирать и не прогореть
Сначала мы тестировали поставщиков через заказ образцов — в 70% случаев получали идеальную деталь, а в серийной партии попадался брак. Поняли, что нужно ехать на производство лично. В Чэнду на заводе ООО Чэнду Чанъинь Энергетическая Технология увидел интересную схему: у них стоит выборочный контроль каждой 5-й головки на координатно-измерительной машине, а не выборочно, как у других.
Важно смотреть на оснастку для обработки постелей распредвалов. Если используют конвейерные линии с ручной подачей — будут люфты. У нормальных производителей всё автоматизировано, погрешность не больше 0.005 мм.
Сейчас работаем через cydl.ru — они как раз делают уплотнения и ремонтные комплекты для двигателей, поэтому понимают, как головка должна взаимодействовать с сопутствующими деталями. Это важно, потому что китайские фабрики часто не учитывают особенности наших температурных режимов.
Реальные кейсы и провалы
В 2019 году заказали партию головок блока цилиндров для двигателей Cummins — в спецификации требовалась обработка камер сгорания лазером для увеличения ресурса. Пришла партия с обычной фрезеровкой. Оказалось, технолог завода не нашёл нужных параметров для лазерного упрочнения и решил, что так сойдёт. Пришлось везти образцы обратно в Китай и месяц согласовывать техпроцесс.
Другой случай — для двигателей ЯМЗ брали головки с завода в Нинбо. Через полгода эксплуатации начались проблемы с прокладками ГБЦ. Выяснилось, что шероховатость привалочной поверхности была Ra 3.2 вместо требуемых Ra 1.6. Пришлось самим доводить на хонинговальном станке.
Сейчас всегда требуем протоколы контроля шероховатости — желательно с видео замера. Китайские коллеги иногда 'рисуют' красивые отчёты, но видео сложнее подделать.
Технические нюансы, которые влияют на выбор
Обращайте внимание на способ формовки отливки. Лучшие головки идут с литьём под низким давлением — поры меньше, структура однороднее. Но многие экономят и используют гравитационное литьё — потом в термоциклах появляются свищи.
Размеры рубашки охлаждения — в китайских головках часто занижают проходные сечения. Двигатель потом перегревается на оборотах выше 3000. Нужно проверять эндоскопом перед приемкой.
Резьба под свечи — стальные гильзы должны запрессовываться с натягом, а не просто вкручиваться. Один раз получили партию, где гильзы выпадали после 30 циклов откручивания-закручивания. Пришлось ставить дополнительные фиксаторы.
Логистика и таможня
С доставкой всегда сложности — головки цилиндров требуют жёсткой упаковки с демпфирующими вставками. Один раз получили коробки, где просто переложили картоном — 30% брака по трещинам.
Таможенное оформление — обязательно указывать код ТН ВЭД 840991. Некоторые пытаются провезти как запчасти общего назначения, потом штрафы. Лучше работать с брокерами, специализирующимися на автокомпонентах.
Сейчас используем морские контейнеры с рефрижераторным оборудованием — перепады влажности при морской перевозке приводят к окислению алюминиевых поверхностей. Особенно критично для головок с уже установленными клапанами.
Перспективы и тренды
Сейчас китайские производители активно переходят на изготовление головок для гибридных двигателей — там требования к точности ещё выше. Например, для систем с остановкой цилиндров нужны особые каналы охлаждения.
Появляются комбинированные головки — алюминиевый корпус с запрессованными чугунными вставками в зонах высоких температур. Технология сложная, но уже есть 2-3 завода, которые освоили такой процесс.
Если раньше китайские поставщики головки цилиндров двигателя копировали готовые решения, то сейчас сами разрабатывают конструкции — например, оптимизированные каналы газораспределения для увеличения крутящего момента на низких оборотах.
Выводы
Работа с китайскими производителями требует глубокого погружения в технологические процессы. Нельзя просто выбрать по каталогу и ждать чуда. Нужны личные визиты, тестовые заказы, жёсткий контроль на каждом этапе.
Сейчас из проверенных вариантов могу отметить ООО Чэнду Чанъинь Энергетическая Технология — у них системный подход, плюс они понимают, что головка цилиндров должна работать в комплексе с другими компонентами двигателя. Их сайт cydl.ru хоть и простой, но там есть реальные технические спецификации, а не просто маркетинг.
В целом, если найти адекватного производителя и выстроить контроль качества, китайские головки цилиндров могут быть даже надежнее европейских — просто потому, что там более современное оборудование и меньше изношенные производственные линии. Но это не массовый рынок, а штучный подбор.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Зотье
Зотье -
 Толкатель клапана
Толкатель клапана -
 24321-2E010 набор цепной цепи с 2шт впуска и выпуска VVT Sprocket для Hyundai Elantra Kona 2.0L 2017-2020 заменяет # 24370-2E010 24350-2E700
24321-2E010 набор цепной цепи с 2шт впуска и выпуска VVT Sprocket для Hyundai Elantra Kona 2.0L 2017-2020 заменяет # 24370-2E010 24350-2E700 -
 Толкатель
Толкатель -
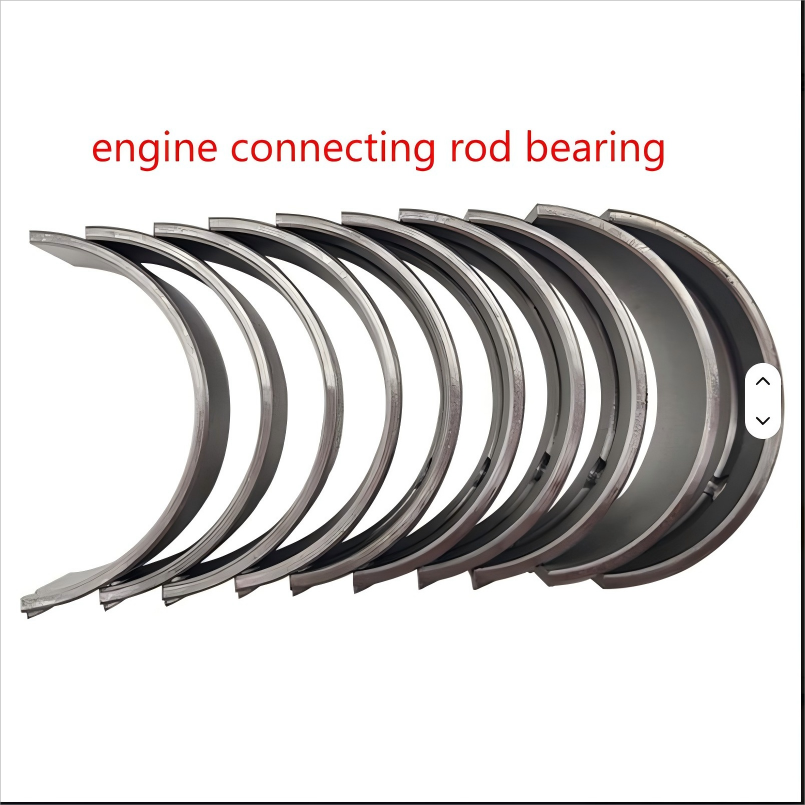 Подшипник Подшипники соединительных стержней
Подшипник Подшипники соединительных стержней -
 Tappets 034109309AD 034109309, 034109309AC 420002210 HL5317 Tappet гидравлический подъемник для VW Golf 8V GTI Audi 034109309AD
Tappets 034109309AD 034109309, 034109309AC 420002210 HL5317 Tappet гидравлический подъемник для VW Golf 8V GTI Audi 034109309AD -
 Коромысло
Коромысло -
 BYD
BYD -
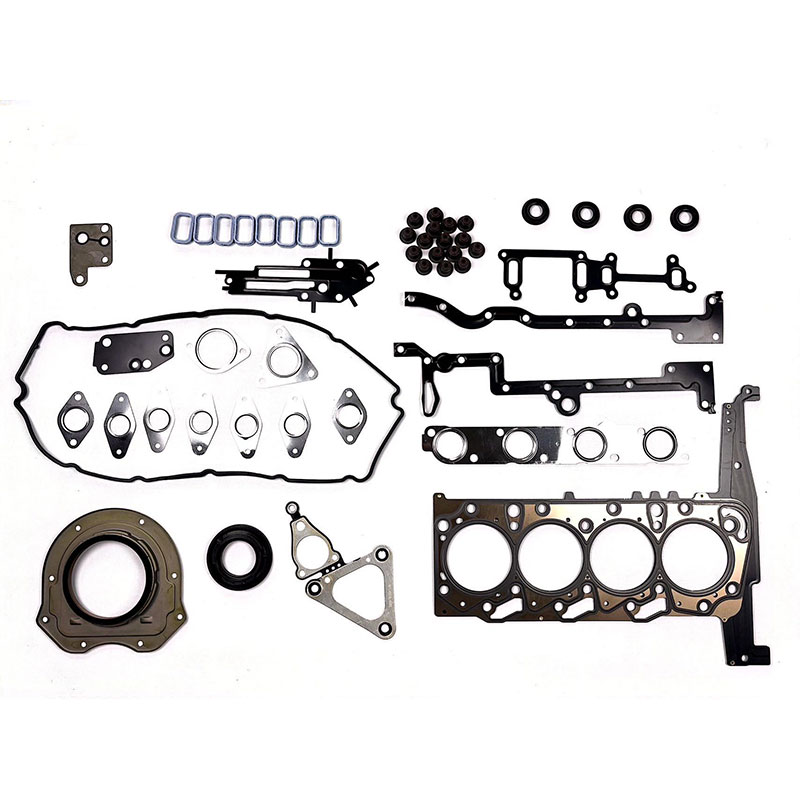
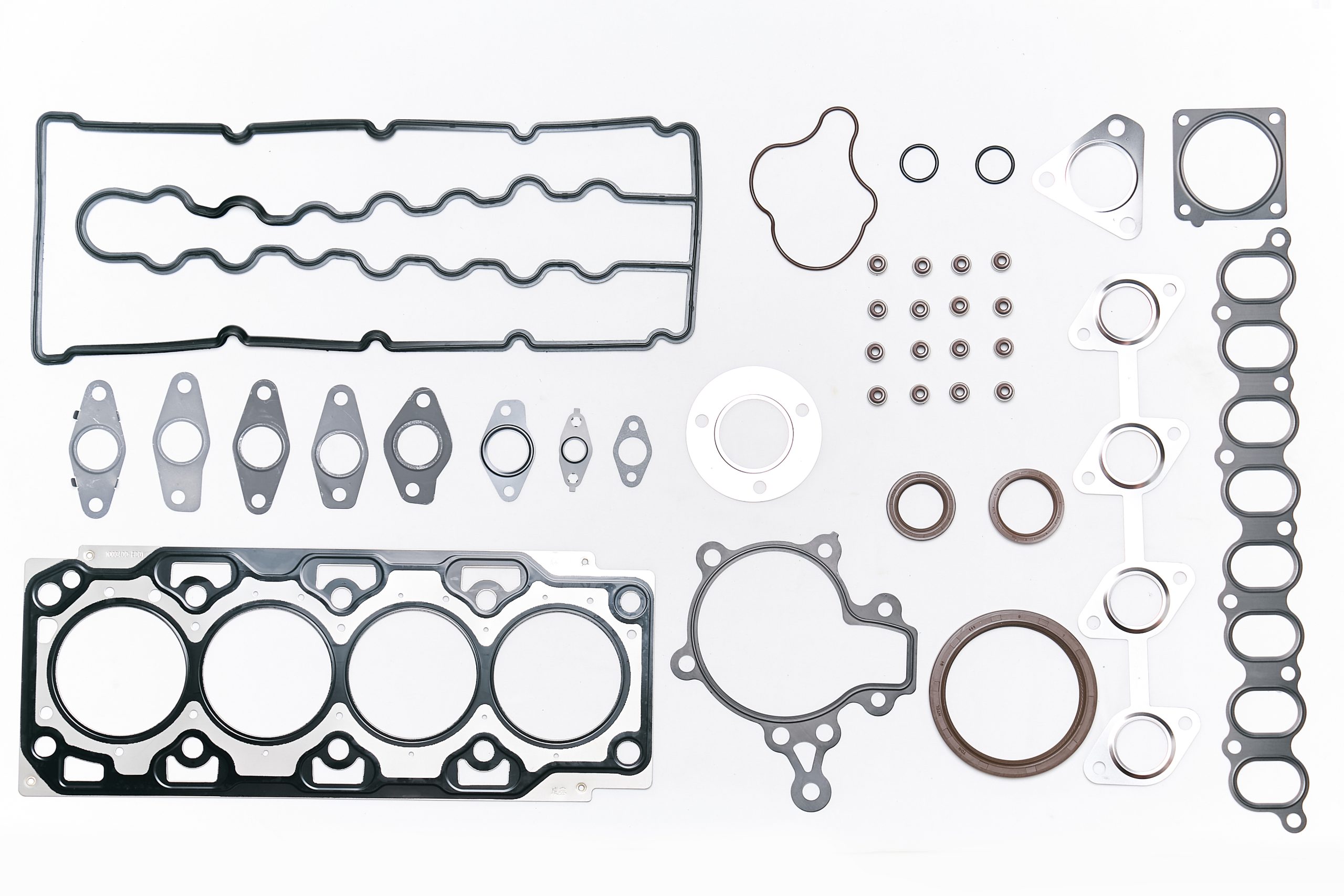
 Прокладка цилиндра
Прокладка цилиндра -
 30026365 10227713 10836229 клапанные таппеты доступны для автомобилей Roewe Mg Chase
30026365 10227713 10836229 клапанные таппеты доступны для автомобилей Roewe Mg Chase -
 Geely
Geely -
 Распределительные валы
Распределительные валы
Связанный поиск
Связанный поиск- Поставщики толкателей byd в китай
- Поставщики автомобильный двигатель клапанной крышки ремонтные комплекты из китая
- Производители компонентов ремонтных комплектов
- Цилиндровая головка блока цилиндров
- прокладка клапанной крышки двигателя
- прокладка масляного поддона логан
- Подшипники коленчатого вала китай
- Поставщики фторкаучуковых манжет из китая
- Основной покупатель коромысел buick
- Great Wall Толкатель

