


Китайский производитель фторкаучуковых уплотнений клапанов
Когда слышишь про китайский производитель фторкаучуковых уплотнений клапанов, сразу представляется конвейер с идеальными деталями. Но на деле — партия может 'поплыть' из-за влажности в цеху, которую не учли при отгрузке. Мы в ООО Чэнду Чанъинь Энергетическая Технология через это прошли: в 2021-м пришлось заменить 300 комплектов уплотнений для газовых турбин из-за неправильного хранения сырья. Сейчас на сайте https://www.cydl.ru мы отдельно указываем условия складирования — мелочь, которая спасла контракт с 'Газпром добыча Уренгой'.
Почему фторкаучук — не панацея
Многие заказчики думают, что фторкаучуковые уплотнения клапанов работают везде. Но при -50°C эластичность теряется на 15%, а при контакте с аминами — трескаются за неделю. Как-то раз поставили партию для химического комбината в Перми — через месяц звонок: 'Сальники текут'. Оказалось, в системе был гидразин, который мы не учли. Пришлось экстренно делать тесты и переходить на перфторэластомеры — дороже, но надёжнее.
Сейчас в каталоге https://www.cydl.ru для каждого уплотнения указываем совместимость с 30+ средами. Это не маркетинг — данные собраны после аварии на НПЗ в Омске, где из-за пары несовместимых уплотнений остановили крекинг-установку на сутки.
Кстати, о толщине стенок: для высокого давления делаем 2.3 мм вместо стандартных 1.8 — но только если клапан не вибрирует. Для компрессоров АК-12СУ пришлось разработать асимметричный профиль, хотя изначально чертежи казались избыточными.
Как мы провалили тесты в Татарстане
В 2019-м подписали контракт на поставку уплотнений для запорной арматуры — решили сэкономить на вулканизации. Результат: при циклических нагрузках в 2000 циклов материал начал отслаиваться от металлической вставки. Пришлось признать брак и за 72 часа переделать всю технологию — добавили двухэтапную вулканизацию с контролем температуры до 0.5°C.
Сейчас все партии тестируем на стенде СТ-140 (аналог немецкого PRüFSTAND P500), но тогда полагались на сертификаты поставщика. Вывод: доверяй, но проверяй каждый этап — от смешивания каучука до финишной обработки.
Кстати, именно после этого случая мы в ООО Чэнду Чанъинь Энергетическая Технология начали делать уплотнения с запасом прочности 25% — не по ГОСТу, но практика показала необходимость.
Подробности, которые не пишут в спецификациях
Шероховатость поверхности — вот что часто упускают. Для уплотнений клапанов насосов КамАЗ достаточно Ra 1.6, но для турбин Siemens нужно Ra 0.8 — иначе микротрещины появятся через 2000 моточасов. Мы год бились над полировкой пресс-форм, пока не нашли поставщика из Новосибирска с ЧПУ-станками последнего поколения.
Ещё момент: цвет каучука. Если он неравномерный — значит, смесь неоднородная. Как-то отвергли 50 кг сырья от корейского поставщика именно по этому признаку — и не зря: лаборатория показала отклонение по плотности на 12%.
Сейчас на производстве висит памятка: 'Проверяй цвет, прежде чем запускать в пресс'. Кажется ерундой, но именно это правило спасло поставку для ТЭЦ-22 в Екатеринбурге.
Почему мы не используем готовые смеси
Европейские конкуренты часто берут готовые каучуковые смеси — быстрее и дешевле. Но мы в ООО Чэнду Чанъинь Энергетическая Технология сами подбираем рецептуру: для арктических условий добавляем 2% модификатора, для агрессивных сред — специальные присадки. Да, это удорожает процесс на 15%, но зато уплотнения работают при -60°C — проверяли на полигоне в Норильске.
Как-то пробовали работать с готовой смесью DuPont — вышло дорого, а результат хуже: сопротивление разрыву ниже на 20%. Вернулись к собственным разработкам — и снова получили контракт с 'Роснефтью'.
Кстати, именно для шельфовых проектов разработали уплотнения с увеличенным сроком службы — 8 лет вместо стандартных 5. Но это потребовало пересмотреть всю систему контроля качества.
Что мы узнали от клиентов с Урала
Работая с заводами в Челябинске, поняли: важно не только качество уплотнений, но и удобство монтажа. Добавили монтажные канавки — казалось бы, мелочь, но монтажники спасибо сказали. Раньше на установку уходило 40 минут, сейчас — 15.
Ещё один момент: размерная стабильность. Для гидравлических систем БелАЗов допустимое отклонение ±0.03 мм — достигаем этого лазерной резкой с подпрессовкой. Хотя изначально считали, что достаточно ±0.05.
Сейчас 70% наших фторкаучуковых уплотнений клапанов идут с индивидуальной маркировкой — не для красоты, а чтобы отслеживать каждую партию. После случая с подделками в Красноярске это стало необходимостью.
Итоги, которые не подведешь в таблицу
Главное — не гнаться за дешевизной. Лучше сделать меньше, но с гарантией. Как те 1500 уплотнений для АЭС в Ленинградской области — делали 4 месяца, зато до сих пор работают без нареканий.
Сейчас в https://www.cydl.ru добавили раздел с реальными кейсами — не хвастовство, а скорее памятка о том, какие ошибки нельзя повторять. И да, мы до сих пор иногда спорим о толщине стенок — практика каждый раз вносит коррективы.
Если бы пять лет назад мне сказали, что наш китайский производитель фторкаучуковых уплотнений клапанов будет поставлять продукцию для 'Северного потока', не поверил бы. Но именно внимание к деталям — тем, о которых не пишут в учебниках — позволило выйти на этот уровень.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Geely
Geely -
 Резиновое о-кольцо
Резиновое о-кольцо -
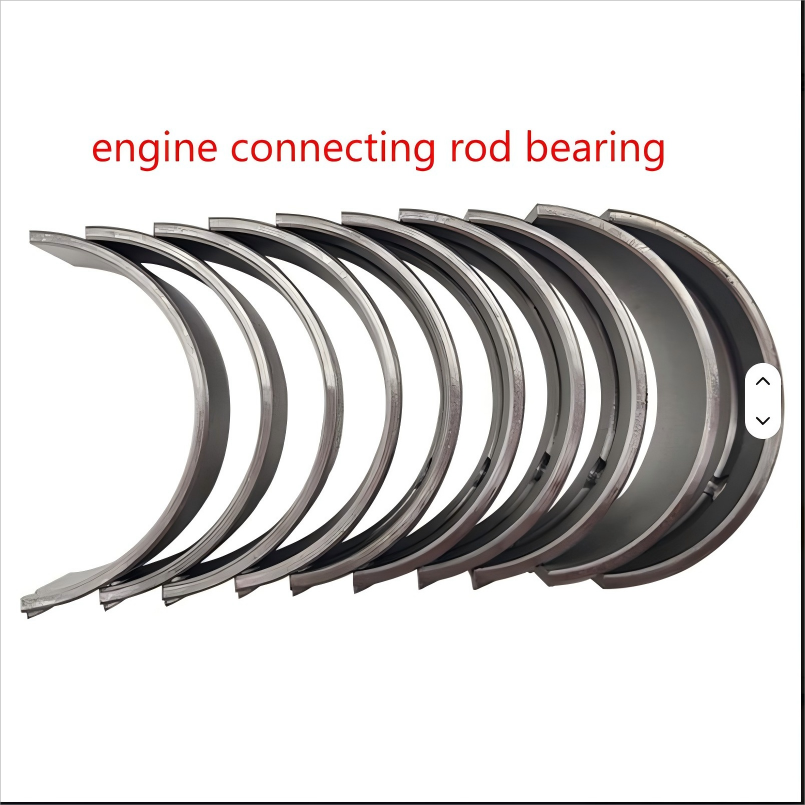 Подшипник Подшипники соединительных стержней
Подшипник Подшипники соединительных стержней -
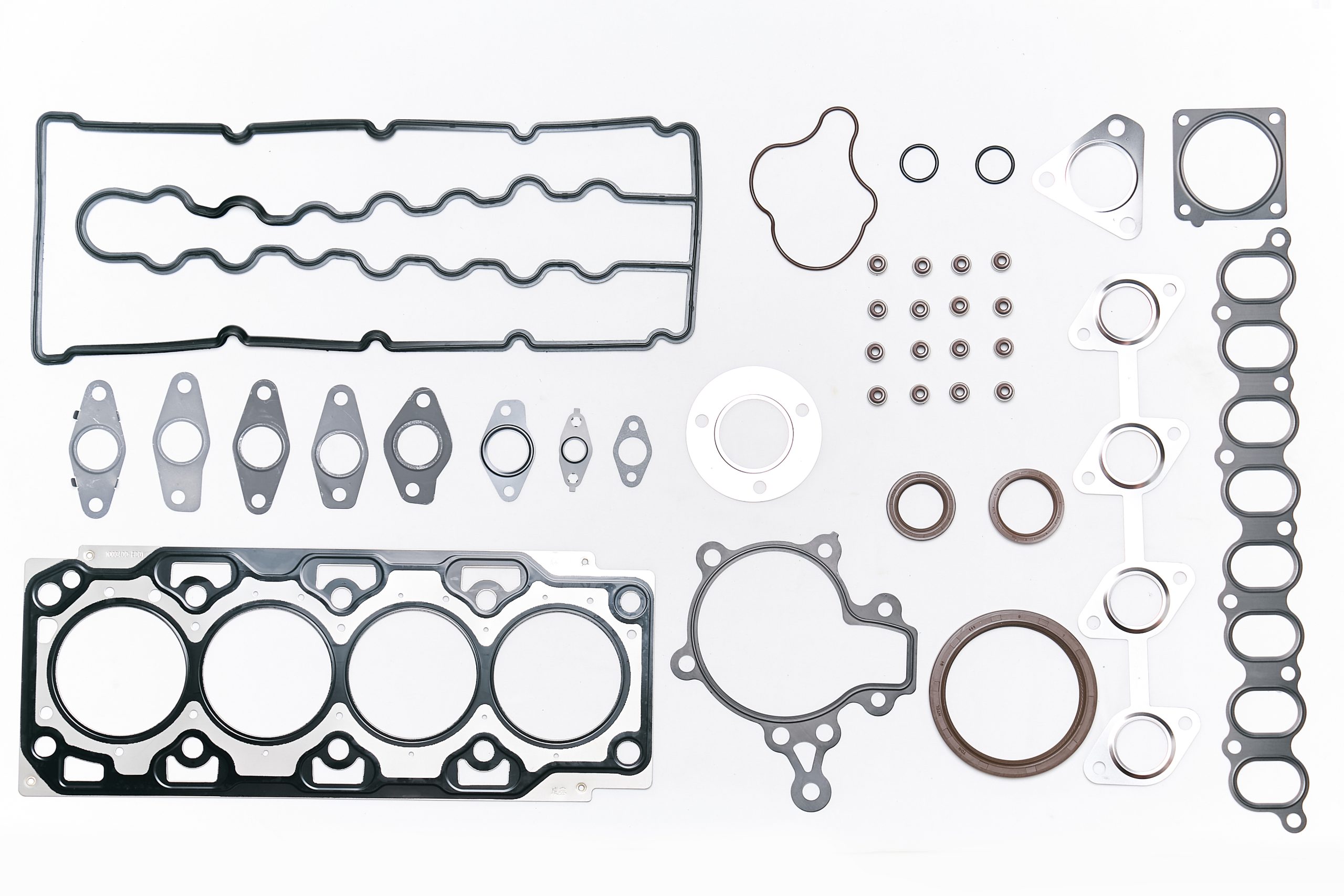
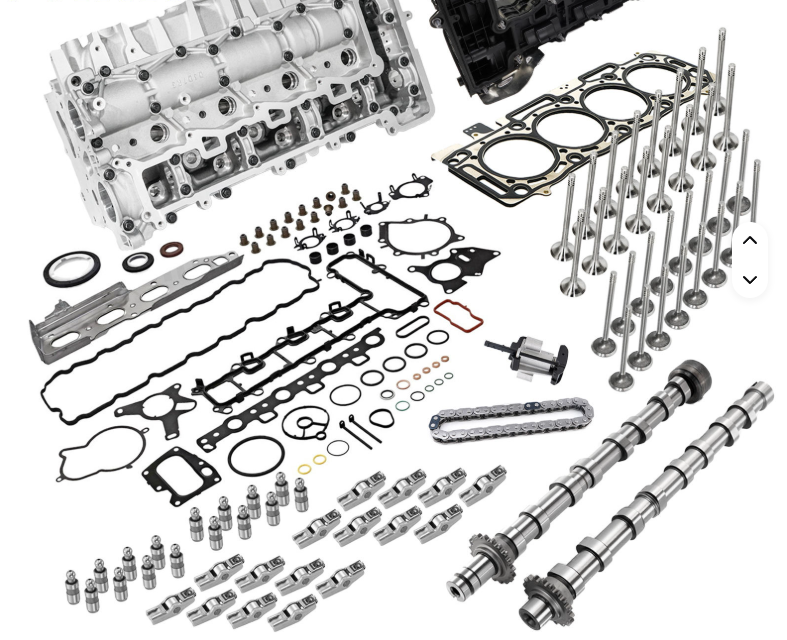 Полный блок крышки цилиндра для пежо 2.0 HDi DW10 (с клапанами, прокладками цилиндра, стентами для цилиндра и клапанами)
Полный блок крышки цилиндра для пежо 2.0 HDi DW10 (с клапанами, прокладками цилиндра, стентами для цилиндра и клапанами) -
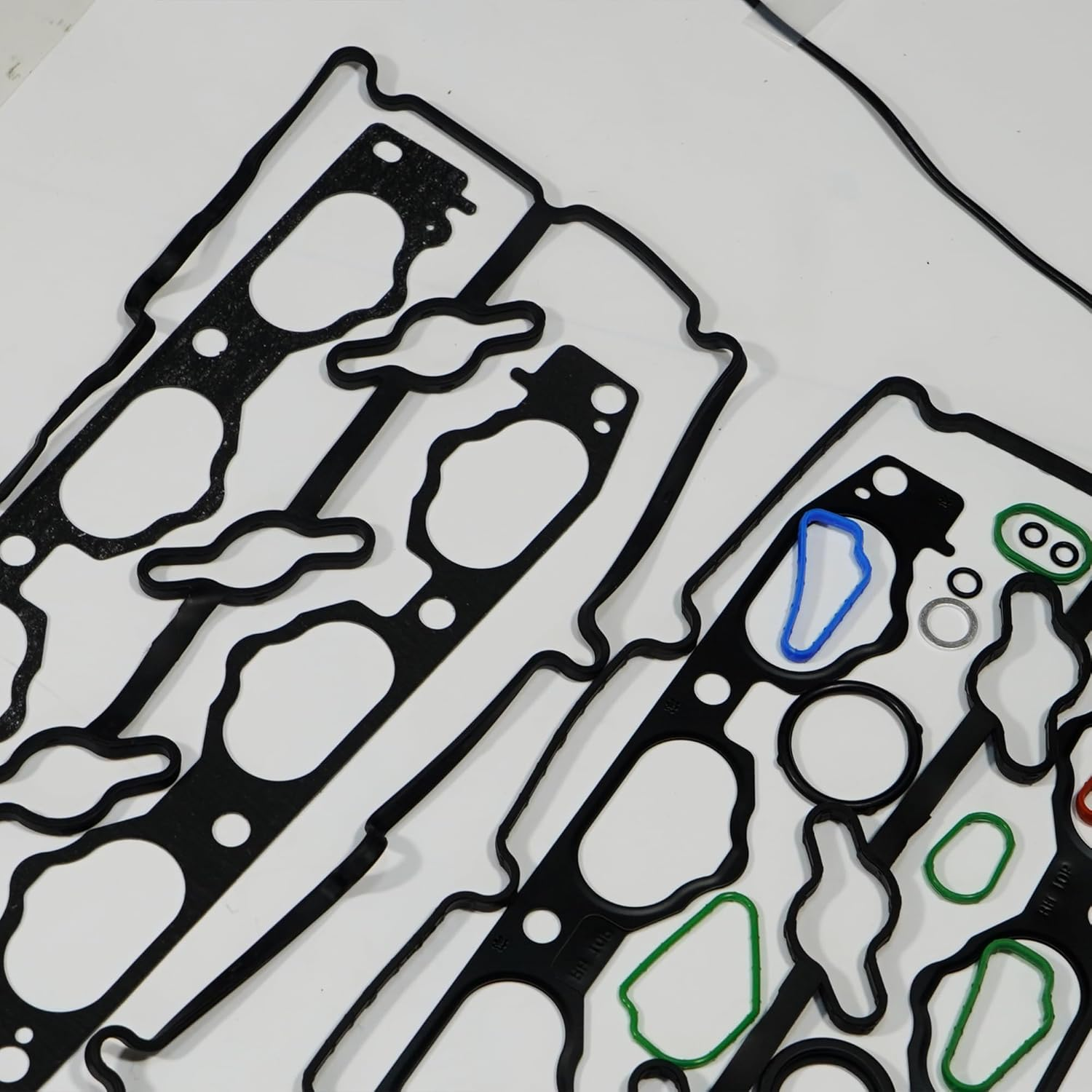
 Прокладка головки цилиндра подходит для моделей Volkswagen с двигателями Ea111 и Ea888
Прокладка головки цилиндра подходит для моделей Volkswagen с двигателями Ea111 и Ea888 -
 Nissan CD20 RD28 Lifters, 1.9 TDI для Cars & Trucks Number 13231-40
Nissan CD20 RD28 Lifters, 1.9 TDI для Cars & Trucks Number 13231-40 -
 Замена комплекта прокламационных клапанов на цепной цепи двигателей Audi A4 Q5 TT VW GTI GLI 1,8t 2,0t CJS CPPA 06H103171F 06F129717D
Замена комплекта прокламационных клапанов на цепной цепи двигателей Audi A4 Q5 TT VW GTI GLI 1,8t 2,0t CJS CPPA 06H103171F 06F129717D -
 30026365 10227713 10836229 клапанные таппеты доступны для автомобилей Roewe Mg Chase
30026365 10227713 10836229 клапанные таппеты доступны для автомобилей Roewe Mg Chase -
 JMC V348 блок рычагов пружинного качателя листа
JMC V348 блок рычагов пружинного качателя листа -
 Jiangling Motors
Jiangling Motors -
 Шарик для очистки нефтяных труб
Шарик для очистки нефтяных труб -
 Great Wall
Great Wall
Связанный поиск
Связанный поиск- Цена маслостойкого резинового кольца
- Ведущие покупатели прокладок капота двигателя
- прокладка пробки масляного поддона
- Поставщики прокладки клапанов двигателя
- Поставщики шатунных подшипников
- Цена крышки головки блока цилиндров
- Комплект для капитального ремонта chery из китая
- Производители прокладок выпускного коллектора в китае
- Подшипник нижнего вала коленчатого вала
- Производитель бутиловых прозрачных масляных уплотнений nbr

