


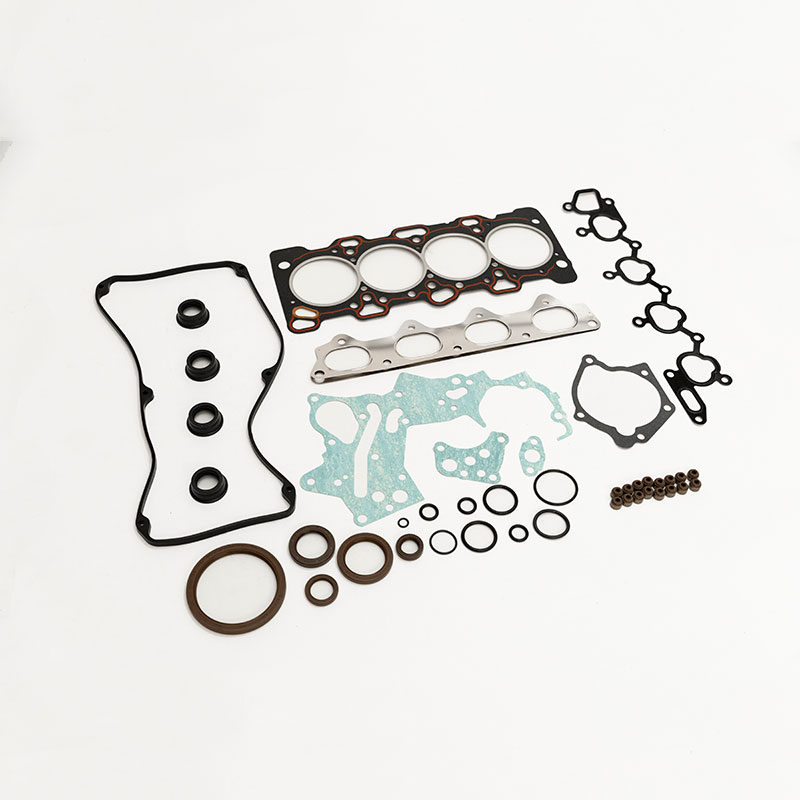
Китайский производитель кожухов головки блока цилиндров двигателя
Когда слышишь про китайских производителей кожухов ГБЦ, многие сразу думают о дешёвых аналогах — а зря. В нашей практике с ООО Чэнду Чанъинь Энергетическая Технология именно этот узел оказался одним из самых капризных в плане геометрии после термообработки.
Почему кожухи ГБЦ — это не просто 'крышка'
Сначала мы воспринимали кожух как простой литой компонент, пока не столкнулись с деформацией на двигателях Cummins ISF 2.8. Проблема была не в сплаве, а в остаточных напряжениях после фрезеровки — при нагреве до 90°C появлялись зазоры под болтами М10. Пришлось пересматривать весь техпроцесс.
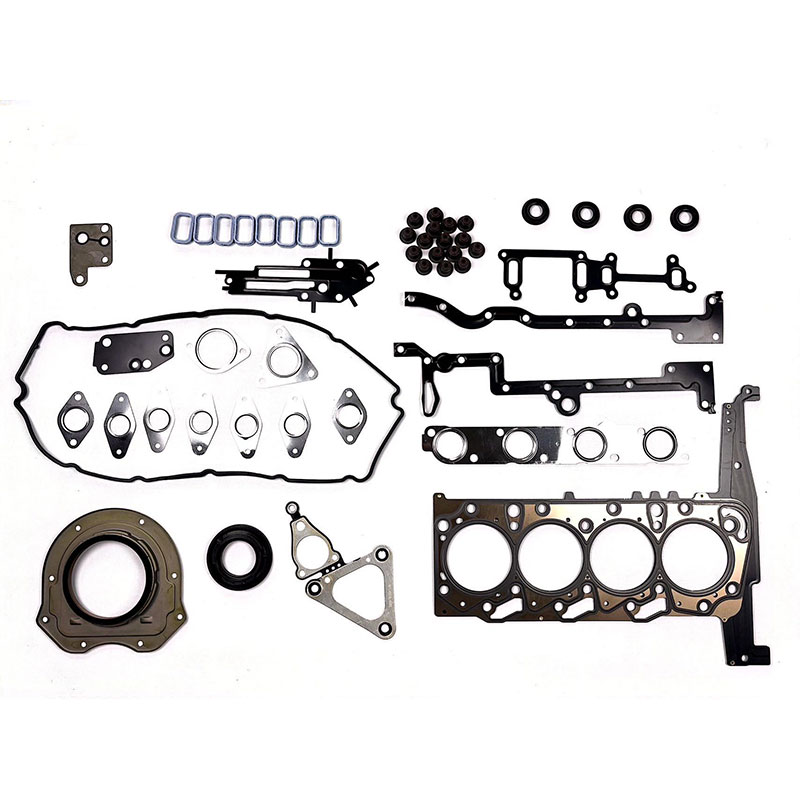
У Чэнду Чанъинь подход другой: они делают предварительный отжиг заготовок перед чистовой обработкой. Это удорожает производство на 15%, но снижает процент брака с 8% до 1.2%. Кстати, их полимерные уплотнения для этих кожухов мы тестировали в условиях перепадов -30°C...+120°C — выдержали 240 циклов без трещин.
Ещё нюанс — крепёжные отверстия. Стандартные кожухи часто имеют конусность резьбы после литья, но у них используют фрезерную обработку каждого отверстия с калибровкой метчиком. Мелочь? А ведь именно это предотвращает срыв болтов при затяжке моментом 45 Н·м.
Ошибки при выборе поставщика
В 2021 году пробовали работать с другим заводом — кожухи поставляли с идеальной геометрией, но через 3 месяца эксплуатации появились микротрещины в зоне термостата. Разборка показала: использовали сплав ALSi9Cu3 вместо ALSi7Mg0.3, хотя документация была 'правильная'.
Сейчас при заказе всегда запрашиваем протоколы спектрального анализа для каждой партии. У ООО Чэнду Чанъинь это встроено в систему контроля — каждый кожух имеет маркировку плавки. Их сайт https://www.cydl.ru выложил даже методику испытаний на термоудар — редкая прозрачность для китайских производителей.
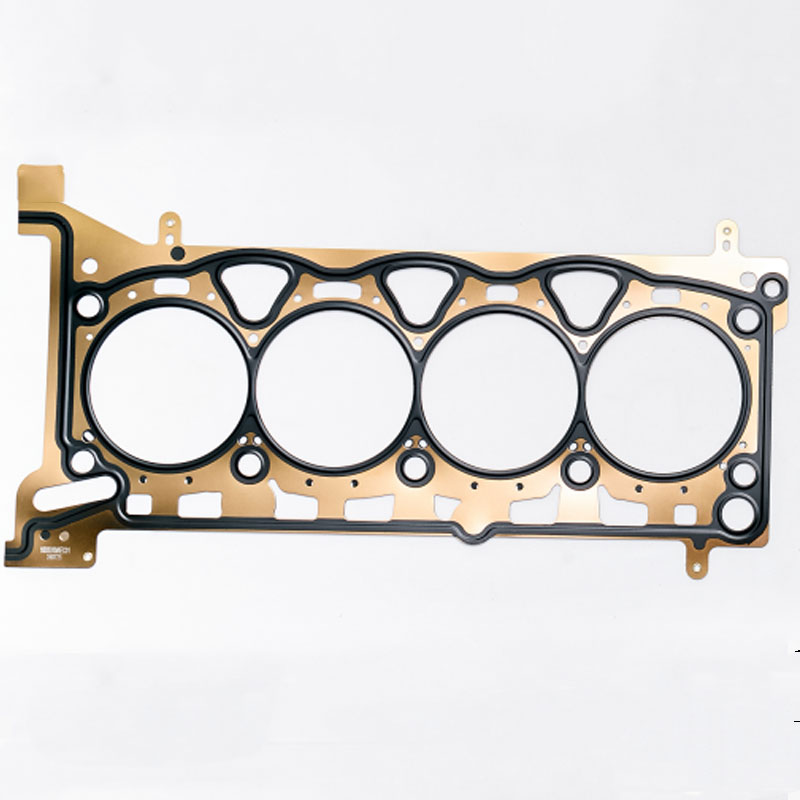
Кстати, их инженеры сразу предупредили: для двигателей с системой рециркуляции ОГ нужно увеличивать толщину стенки на 0.8 мм в зоне подвода газов. Мало кто об этом пишет в каталогах, но на практике это предотвращает коробление.
Технологические тонкости, которые не найти в ГОСТ
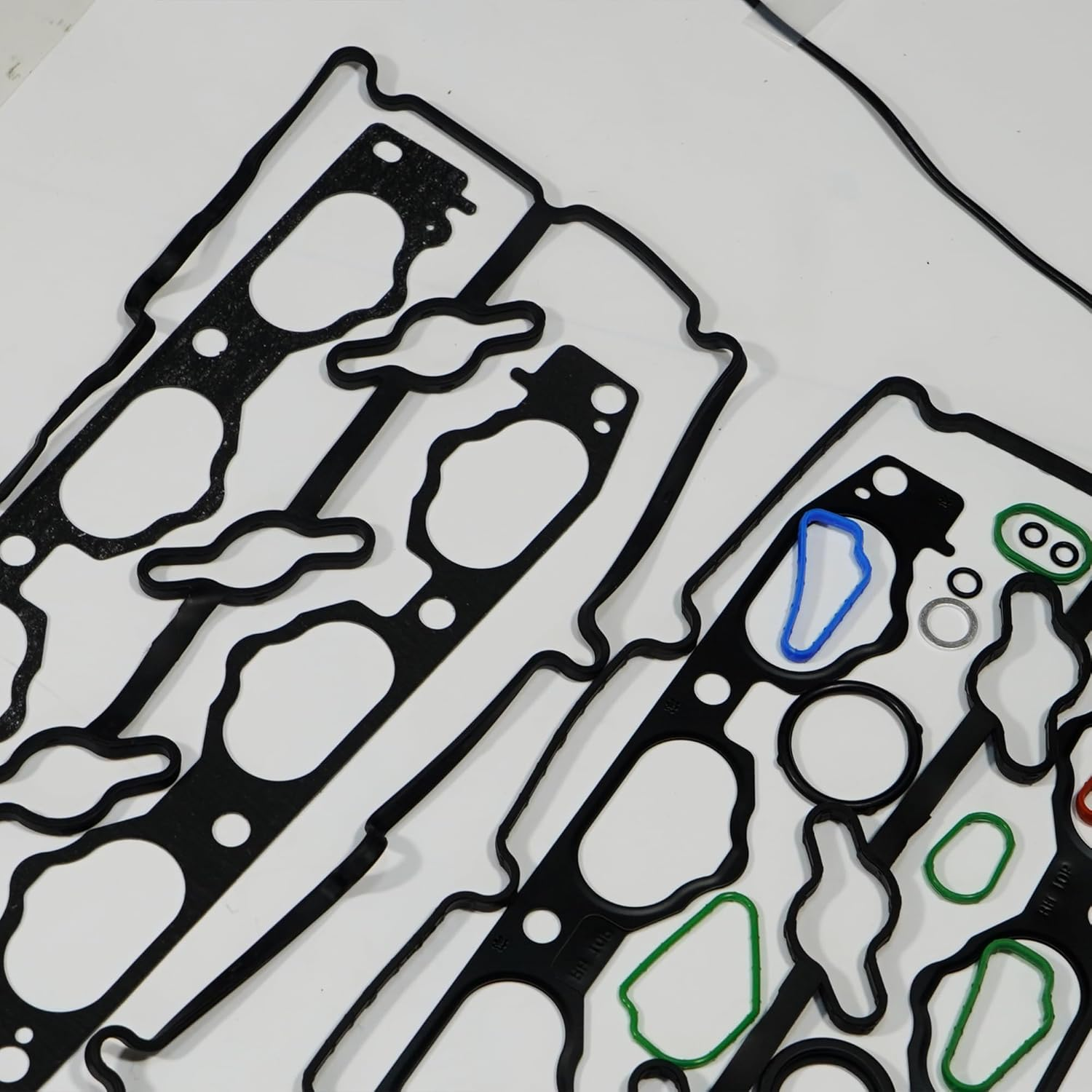
Притирка плоскостей — отдельная история. Мы долго думали, что шероховатость Ra 1.6 достаточно, пока не увидели их технологию гидроабразивной обработки с последующей полимеризацией. Поверхность получается матовой, но с коэффициентом трения 0.12 — уплотнительное кольцо не 'плывёт' при температурных скачках.
Для грузовиков FAW у них идёт усиленный вариант с рёбрами жёсткости — не симметричными, как у большинства, а смещёнными к зоне натяжения ремня ГРМ. Это решение родилось после полевых испытаний в Сибири, где стандартные кожухи давали трещины именно в этом месте.
Сейчас экспериментируем с их новым покрытием на основе нитрида титана — пока держит 800 часов солевого тумана без потускнения. Но цена кусается — дороже обычного анодирования на 40%.
Логистика и совместимость
Самый неочевидный момент — разные модификации для одного двигателя. Например, для Weichai WP10 бывает 4 версии кожухов в зависимости от года выпуска, хотя по каталогам различий нет. У этих ребят в Чэнду Чанъинь есть база по VIN-диапазонам — при заказе всегда уточняют.
Поставляют в транспортной упаковке с деревянными прокладками — кажется избыточным, но при перевозке морским контейнером предотвращает 99% повреждений. Проверено на поставках во Владивосток с трёхмесячной качкой на волнах.
Их комплекты для ремонта двигателей часто включают кожухи с уже установленными прокладками — экономит время на сборке, но требует аккуратности при распаковке. Мы сначала критиковали это решение, пока не посчитали время на подбор уплотнений — выигрыш 20 минут на единицу.
Что в итоге
Сейчас из 12 позиций по кожухам ГБЦ 9 закупаем у них. Не идеально — иногда бывают задержки по срокам из-за дополнительного контроля, но лучше чем получить партию с скрытым браком.
Их сайт https://www.cydl.ru не блещет дизайном, но там есть реальные чертежи с допусками — для техников это ценнее, чем глянцевые каталоги. Кстати, недавно добавили 3D-модели в STEP-формате — качаешь и сразу в работу.
Если брать кожухи для промышленных двигателей — у них есть варианты с латунными втулками вместо стальных. Дороже на 25%, но для морских применений единственный вариант, который не разъедает за год.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Jiangling Motors
Jiangling Motors -
 Комплект клапанов впускных выхлопных газов двигателя для Audi A3 A4 A5 A6 A8 Allroad Q5 RS7 S6 S8 TT RS TTS Quattro VW CC Eos GTI Jetta Passat Tiguan 2.0
Комплект клапанов впускных выхлопных газов двигателя для Audi A3 A4 A5 A6 A8 Allroad Q5 RS7 S6 S8 TT RS TTS Quattro VW CC Eos GTI Jetta Passat Tiguan 2.0 -
 Шкив
Шкив -
 Масляное уплотнение
Масляное уплотнение -
 Новый комплект прокладки головы для Kia Sorento Sedona Fit для Hyundai Santa Fe 3.3L V6 2013 2014 2016 2016 2017 2019 2020 заменить # 22311- 3cga0 223113CGA0 22311-3CGB0 22311- 3cga5
Новый комплект прокладки головы для Kia Sorento Sedona Fit для Hyundai Santa Fe 3.3L V6 2013 2014 2016 2016 2017 2019 2020 заменить # 22311- 3cga0 223113CGA0 22311-3CGB0 22311- 3cga5 -
 Прокладка цилиндра
Прокладка цилиндра -
 Толкатель клапана
Толкатель клапана -
 Хендай Корейский Мицубиси
Хендай Корейский Мицубиси -
 Коромысло клапана
Коромысло клапана -
 Зотье
Зотье -
 Резиновое уплотнение
Резиновое уплотнение -
 Шарик для очистки нефтяных труб
Шарик для очистки нефтяных труб
Связанный поиск
Связанный поиск- Основные покупатели прокладок цилиндров
- Комплект для капитального ремонта great wall
- Цена прокладки масляного поддона двигателя
- Сальник TC каркасное сальниковое уплотнение
- прокладка масляного поддона двс
- Основные покупатели коромысел gm
- Ведущие покупатели уплотнений головки блока цилиндров
- Поставщики tc/nbr резиновых уплотнений из китая
- Производители толкателей general motors в китае
- Производители сальников jac

