


Китайские производители нижних шрусов коленчатого вала
Когда слышишь про китайских производителей нижних шрусов, сразу представляешь дешёвый ширпотреб — и зря. На деле там есть узкоспециализированные заводы, которые десятилетиями шлифуют технологии литья и механической обработки. Но чтобы найти таких, надо пройти через горы предложений от перекупщиков, которые сами не видели цехов.
Где искать стоящих поставщиков
В провинции Чжэцзян есть пара заводов, которые с 2000-х годов работают исключительно на японские автоконцерны. Их шрусы по твёрдости и чистоте поверхности не уступают оригиналам — но в открытых каталогах этих позиций не найдёшь. Приходится ехать в Фучжоу и договариваться через технологов, которые могут показать журналы контроля качества.
Однажды заказали партию через посредника из Гуанчжоу — вроде бы по спецификации всё совпадало. А когда получили образцы, оказалось, что термообработку сделали с нарушениями: поверхность 58 HRC, а сердцевина 45. После 500 км тестовых пробегов появились микротрещины в зоне запирающего кольца. Хорошо, что успели отозвать партию до установки на серийные авто.
Сейчас работаем с Чэнду Чанъинь — они хоть и не гиганты, но дают полную прослеживаемость по каждой детали. На их сайте https://www.cydl.ru есть раздел с технологическими картами, где видно, как меняли режимы закалки для разных марок стали. Это важнее, чем красивые фото упаковки.
Проблемы с геометрией и как их ловят
Самое сложное в нижних шрусах — выдержать соосность посадочных мест под подшипники. Китайские цеха часто экономят на калибровке оправок — отсюда биения до 0,1 мм при допуске 0,025. Мы сейчас ставим дополнительный контроль на CMM-машине с программным обеспечением PC-DMIS, но это удорожает логистику.
Запомнился случай с партией для Chery Tiggo 8 — вроде бы по чертежам всё идеально. А при установке на конвейере выяснилось, что наружный диаметр на 0,3 мм больше номинала. Пришлось экстренно делать доводочную операцию алмазным протягиванием — завод в Ухане простаивал 6 часов. Теперь всегда требуем от поставщиков сканы протоколов обмерки с указанием СpK-индексов.
У Чэнду Чанъинь в этом плане строго: высылают видео, как оператор замеряет каждый десятый шрус цифровым микрометром Mitutoyo. Мелочь, но показывает серьёзный подход.
Материалы: от S45C до импортных аналогов
Большинство китайских фабрик используют местную сталь 40Cr — она дёшевая, но для коммерческого транспорта не годится. Мы перепробовали варианты с легированием ванадием (типа 42CrMo4), но выходило дороже европейских аналогов. Сейчас тестируем компромиссный вариант — японскую сталь SCr420 с низкотемпературной цементацией.
Интересный опыт был с заводом в Нинбо: они предлагали делать шрусы из порошковой стали Hoeganaes Astaloy — звучало круто, но при пробных торсионных испытаниях детали пошли трещинами от шлицев. Оказалось, у них пресс-формы не обеспечивали нужной плотности в зонах концентраторов напряжений.
Чэнду Чанъинь работают с проверенными металлургическими комбинатами в Баошань — это видно по однородности структуры на шлифах. В их каталоге https://www.cydl.ru упоминают сотрудничество с производителями базовых машин для двигателей — вероятно, там жёсткие требования к металлу.
Логистические кошмары и как их избежать
Доставка морем из Шанхая — это всегда лотерея. Как-то заказали 2000 штук, упаковали в антикоррозийную бумаму VCI — а в порту Владивостока контейнер неделю простоял под дождём. Результат — ржавые пятна на рабочих поверхностях. Теперь настаиваем на двойной упаковке: сначала вакуумная плёнка, потом силикагелевые пакеты.
С железнодорожными поставками проще — но там свои нюансы. Например, при перегрузке на границе часто срывают пломбы и роняют коробки. Пришлось разработать жёсткие деревянные ящики с фиксаторами из пенополиуретана. Чэнду Чанъинь пошли навстречу и даже доработали конструкцию тары под наши требования.
Важный момент — сертификация ТР ТС 018/2011. Многие китайские поставщики формально имеют сертификаты, но в протоколах испытаний указаны устаревшие нормативы. У https://www.cydl.ru с этим порядок: в разделе про комплекты для ремонта двигателей видно, что тесты проводились по актуальным редакциям стандартов.
Перспективы нишевых решений
Сейчас пробуем заказывать шрусы с упрочнением методом дробеструйной обработки — для внедорожников это даёт прибавку к усталостной прочности на 15-20%. Но китайские технологи неохотно идут на такие эксперименты: боятся брака и претензий. Чэнду Чанъинь оказались гибче — сделали пробную партию с изменёнными параметрами Peening-процесса.
Интересно наблюдать за эволюцией уплотнений — раньше ставили простые сальники из NBR, сейчас переходят на решения с тефлоновыми кромками. На сайте https://www.cydl.ru в разделе уплотнения шасси видно, что они следят за трендами — предлагают варианты с многослойными пыльниками.
Если говорить о будущем, то главный вызов — переход на электромобили. Для них нужны шрусы с другими динамическими характеристиками, да и нагрузки иные. Думаю, китайские производители быстро перестроятся — у них уже есть заделы по кованым валам для гибридных силовых установок.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 24321-2E010 набор цепной цепи с 2шт впуска и выпуска VVT Sprocket для Hyundai Elantra Kona 2.0L 2017-2020 заменяет # 24370-2E010 24350-2E700
24321-2E010 набор цепной цепи с 2шт впуска и выпуска VVT Sprocket для Hyundai Elantra Kona 2.0L 2017-2020 заменяет # 24370-2E010 24350-2E700 -
 Резиновое о-кольцо
Резиновое о-кольцо -
 96353002 – номер газопровода CHEVROLET, DAEWOO
96353002 – номер газопровода CHEVROLET, DAEWOO -
 Коромысло
Коромысло -
 Прокладка головки цилиндра подходит для моделей Volkswagen с двигателями Ea111 и Ea888
Прокладка головки цилиндра подходит для моделей Volkswagen с двигателями Ea111 и Ea888 -
 Geely
Geely -
 Распределительные валы
Распределительные валы -
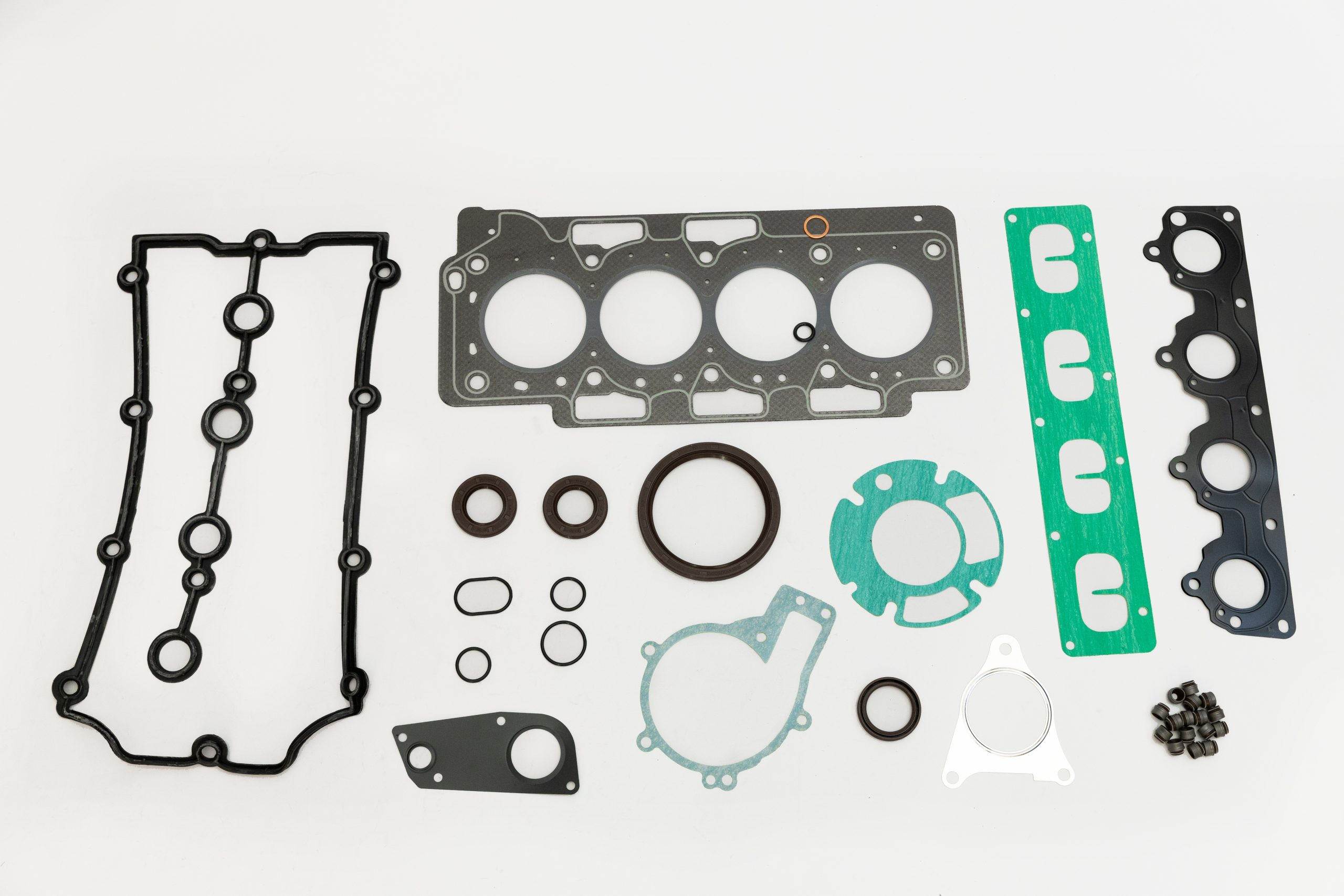
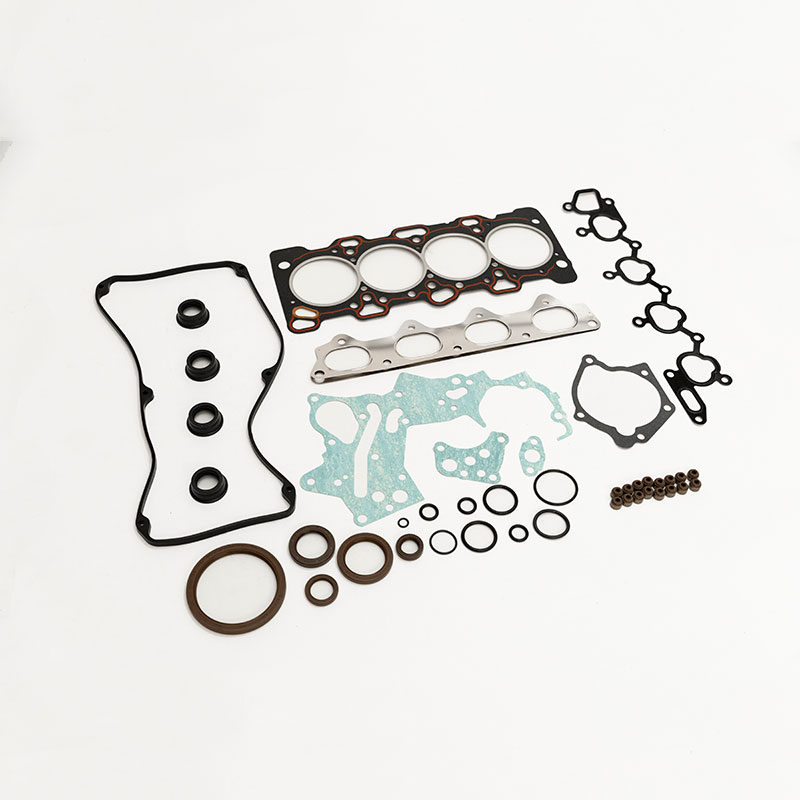
 Комплект для ремонта двигателя Geely Auto
Комплект для ремонта двигателя Geely Auto -
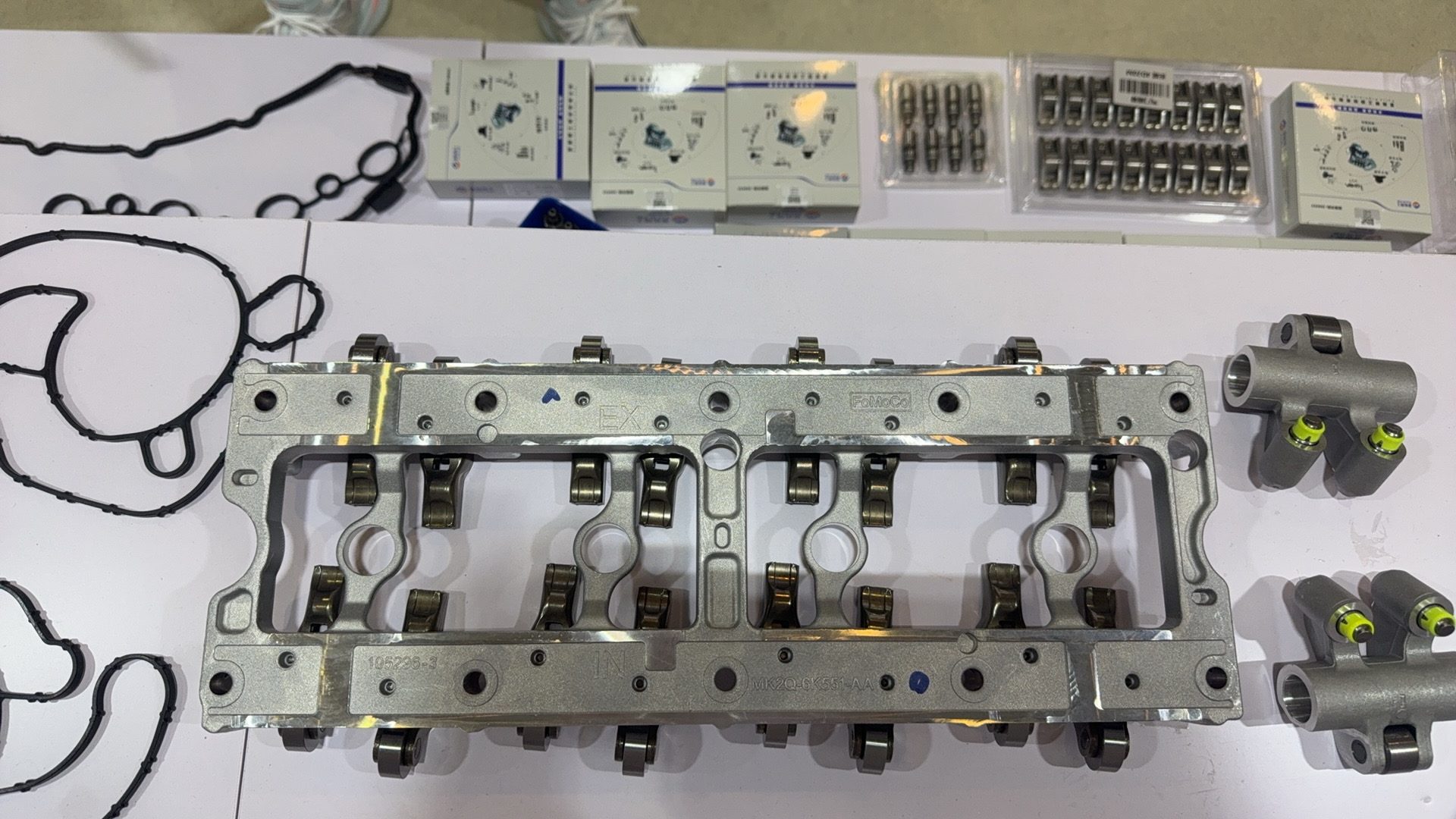 JMC V348 блок рычагов пружинного качателя листа
JMC V348 блок рычагов пружинного качателя листа -
 Шарик для очистки нефтяных труб
Шарик для очистки нефтяных труб -
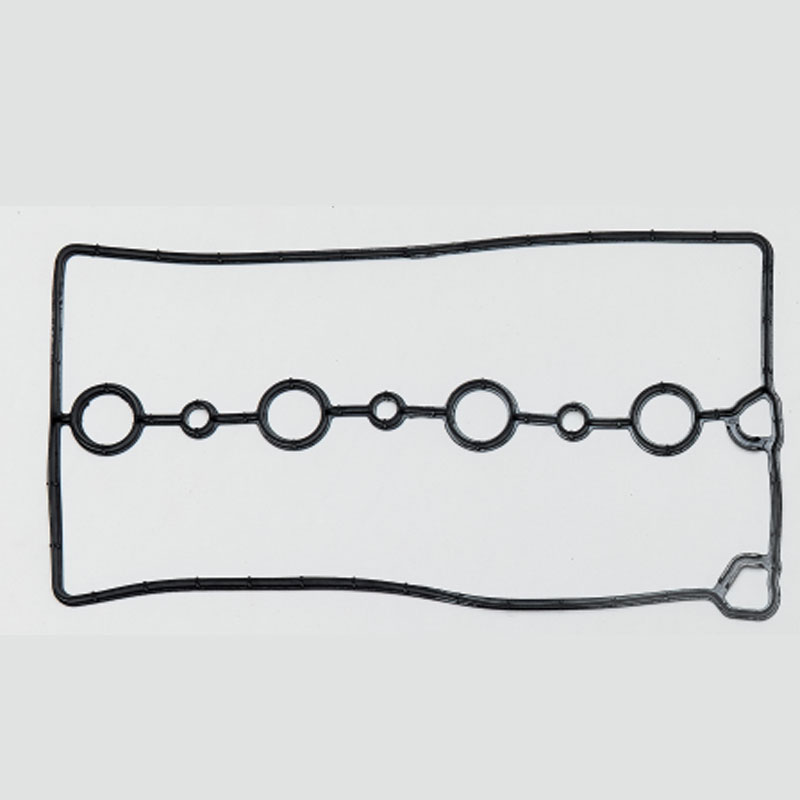
 Масляное уплотнение
Масляное уплотнение -
 Хендай Корейский Мицубиси
Хендай Корейский Мицубиси
Связанный поиск
Связанный поиск- Производители коромысел chery в китае
- Ведущие покупатели компонентов втулок шатунов
- коромысло клапана мтз
- Поставщики прокладки для двигателя 409
- Производители уплотнений корпуса масляного фильтра
- Цена бутиралового каркасного сальника
- Производители прокладок сливных болтов масляного поддона в китае
- Основные покупатели прокладок выхлопных труб
- Толкатели коромысел клапанов из китая
- Производители прокладок масляного поддона коробки передач

