


Китайские производители кольцевых уплотнений
Когда слышишь про китайских производителей колец уплотнений, сразу всплывают штампы — то липкая резина сомнительной твердости, то геометрия с отклонениями в полмиллиметра. Но за 12 лет работы с уплотнениями для дизельных двигателей я убедился: реальность куда сложнее этих упрощений.
Эволюция контроля качества на китайских предприятиях
Помню, в 2016 мы тестировали партию кольцевых уплотнений из Нинбо — визуально идеально, но при замере твердости разброс был от 65 до 82 IRHD. Сейчас такие случаи редки: лаборатории оснащают приборами типа Mitutoyo, внедряют статистический контроль процессов. На заводе в Чанше видел, как оператор каждые 50 деталей проверяет внутренний диаметр пневматическим калибром — данные сразу в ERP-систему.
Особенно заметен прогресс в работе с Чэнду Чанъинь Энергетическая Технология. На их стендах испытывают уплотнения при экстремальных температурах (-40°C...+150°C) с циклическим изменением давления. Важно не столько наличие сертификатов ISO 9001, сколько практика — например, маркировка каждой партии резиновой смеси с привязкой к рецептуре.
Но и сейчас встречаются нюансы: некоторые производители экономят на подготовке поверхности металлических армирующих элементов. Видел случаи, когда фосфатирование проводили неравномерно — через 200 циклов нагрузок появлялась коррозия под резиновым слоем.
Специфика материалов для российских условий
С FKM-резинами у китайских поставщиков исторически сложные отношения. В 2019 заказали партию уплотнений из фторкаучука для гидросистем — в спецификации указали стойкость к арктическому дизтопливу. Пришли детали, где вместо настоящего FKM использовали модифицированный NBR — через три недели эксплуатации в Якутске резина потрескалась.
Сейчас китайские производители научились адаптировать составы: для северных регионов добавляют пластификаторы, сохраняющие эластичность при -55°C. На https://www.cydl.ru в разделе продукции видны готовые решения для низких температур — это не маркетинг, сам проверял на стендовых испытаниях в Новом Уренгое.
Интересный момент с силиконовыми уплотнениями — многие забывают про совместимость с синтетическими маслами. Как-то пришлось экстренно менять 300 колец на тепловозе после того, как стандартные MVQ-материалы разбухли на 40% от контакта с полигликолевой смазкой.
Логистика и складское хранение
Сроки поставок — отдельная головная боль. Идеальные технические условия ничего не стоят, если уплотнения приходят с конденсатом в упаковке из-за нарушений температурного режима при транспортировке. Особенно критично для полиуретановых изделий — гигроскопичность материала требует вакуумной упаковки с индикаторами влажности.
У Чэнду Чанъинь отработанная схема: для крупных заказов организуют предотгрузочный контроль прямо в порту Тяньцзиня. Важно, что они предоставляют протоколы климатических испытаний именно для вашей партии, а не типовые отчеты.
На своем опыте убедился — лучше заказывать кольцевые уплотнения с запасом по срокам. Как-то в ноябре ждали поставку 2 месяца вместо обещанных 3 недель: сказались карантинные ограничения в портах. Хорошо, что был резерв на складе в Екатеринбурге.
Подводные камни технической документации
Чертежи — вечная проблема. Китайские инженеры часто используют устаревшие стандарты GB/T вместо международных ISO. Особенно заметно в допусках посадки — например, для валов диаметром 80 мм разница в 0,02 мм кажется мелочью, но при вибрациях это приводит к преждевременному износу.
Сейчас всегда требую 3D-модели в STEP-формате и отчеты об измерениях CMM. Производители уплотнений из Чэнду обычно идут навстречу — присылают видео с замером на координатно-измерительной машине. Это важнее сотни сертификатов.
Забавный случай был с двойными аксиальными уплотнениями — в техзадании указали материал H-NBR, а в поставке пришел обычный Nitrile. Обнаружили только когда начались утечки масла при температуре выше 100°C. Теперь всегда делаем выборочный ИК-спектральный анализ.
Экономика vs надежность
Ценовое давление заставляет искать компромиссы. Но с уплотнениями это опасно — экономия 15% на стоимости детали оборачивается простоями оборудования на сотни тысяч рублей. Особенно критично для энергетического оборудования — те же турбинные уплотнения должны отрабатывать весь межремонтный интервал.
В ассортименте ООО Чэнду Чанъинь Энергетическая Технология вижу градацию по классам: стандарт для серийной техники, премиум для критичных узлов. Это разумный подход — не нужно переплачивать за космические технологии там, где достаточно базового решения.
Помню, как пытались использовать дешевые китайские аналоги вместо оригинальных MAN — в итоге за год поменяли 4 комплекта вместо одного планового. Вывод: даже у проверенных китайских производителей нужно четко специфицировать условия работы — не просто 'для дизельного двигателя', а с указанием рабочих сред, пиковых нагрузок, наличия абразивных частиц.
Перспективы развития
Сейчас интересно наблюдать за внедрением тефлоновых покрытий на резиновые уплотнения — это реально увеличивает ресурс в 1,5-2 раза. Китайские фабрики активно осваивают технологию, хотя пока есть вопросы к адгезии покрытия.
На https://www.cydl.ru уже появились позиции с комбинированными материалами — например, резина с тефлоновым напылением для особо сложных условий. По нашим тестам, такие решения выдерживают до 500 000 циклов при переменных нагрузках.
Думаю, через 2-3 года китайские кольцевые уплотнения будут догонять европейские аналоги по надежности, сохраняя ценовое преимущество. Главное — не гнаться за дешевизной, а тщательно выбирать поставщиков с доказанной репутацией и полным циклом производства.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты-
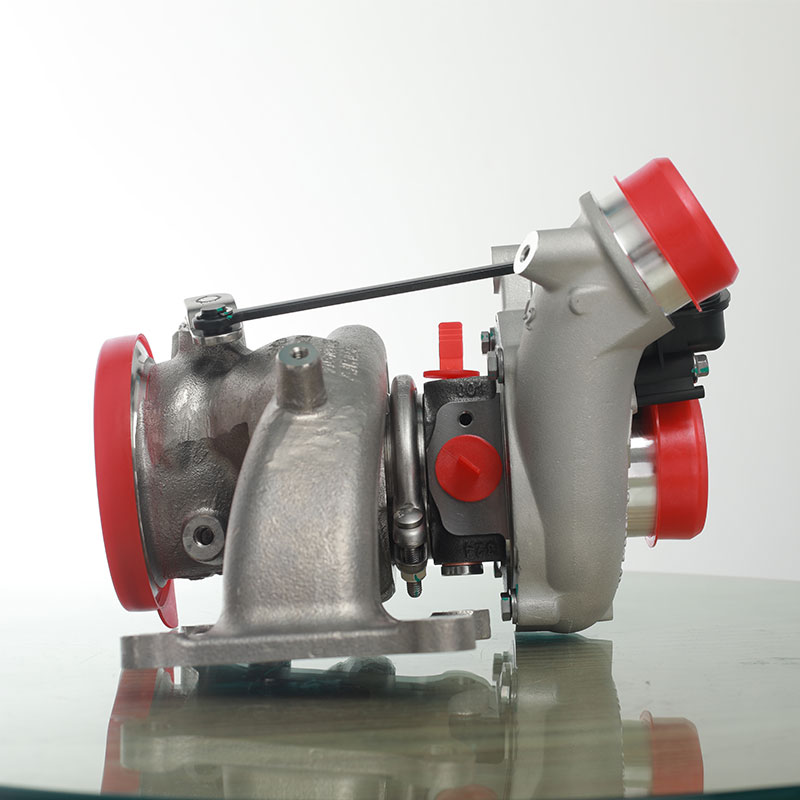 Турбонагнетатель
Турбонагнетатель -
 Хендай Корейский Мицубиси
Хендай Корейский Мицубиси -
 Geely
Geely -
 Толкатель клапана
Толкатель клапана -
 Пожалуйста, проанализируйте разницу между двигателем ED95 и ED01
Пожалуйста, проанализируйте разницу между двигателем ED95 и ED01 -
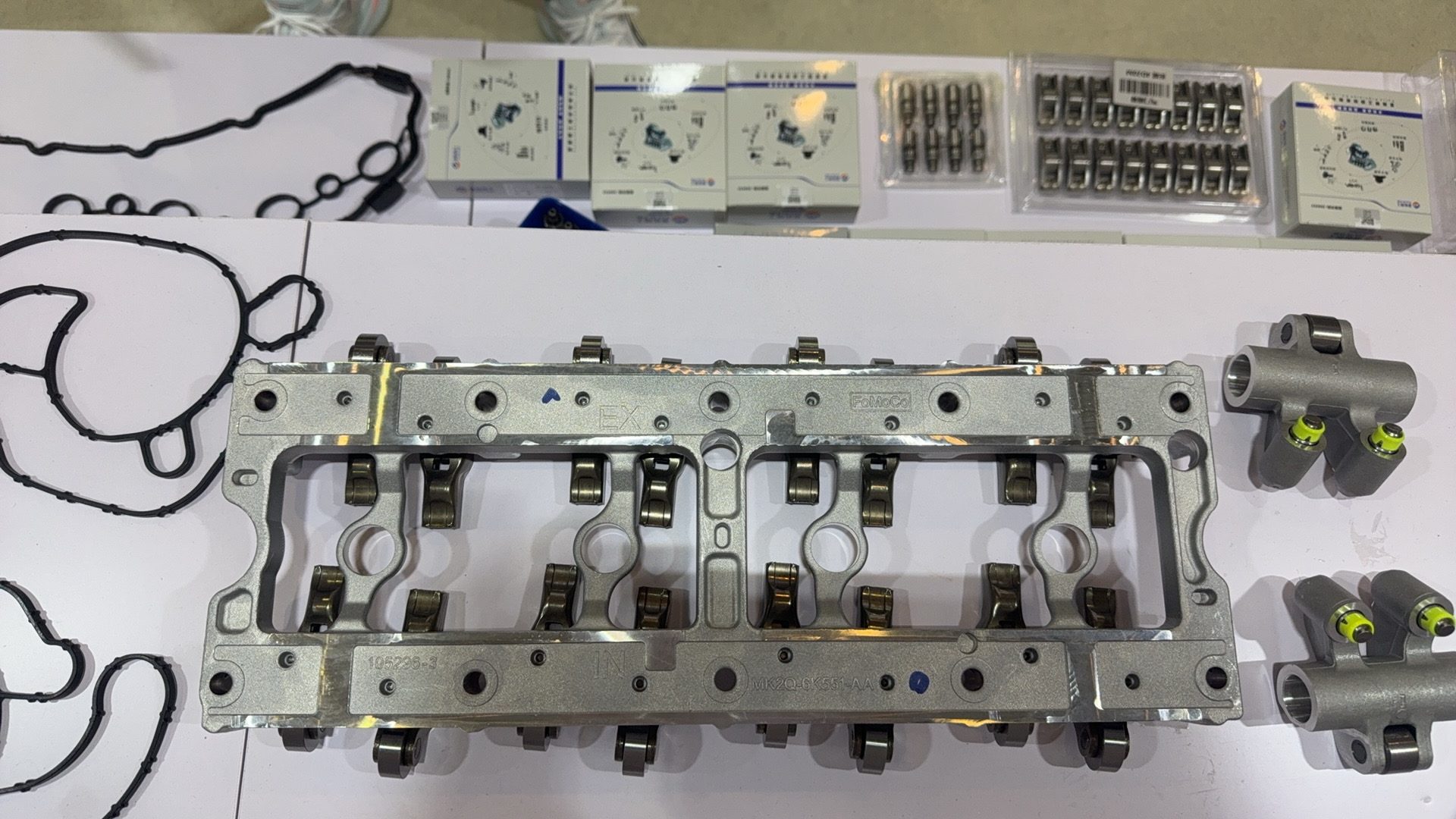
 Коромысло
Коромысло -
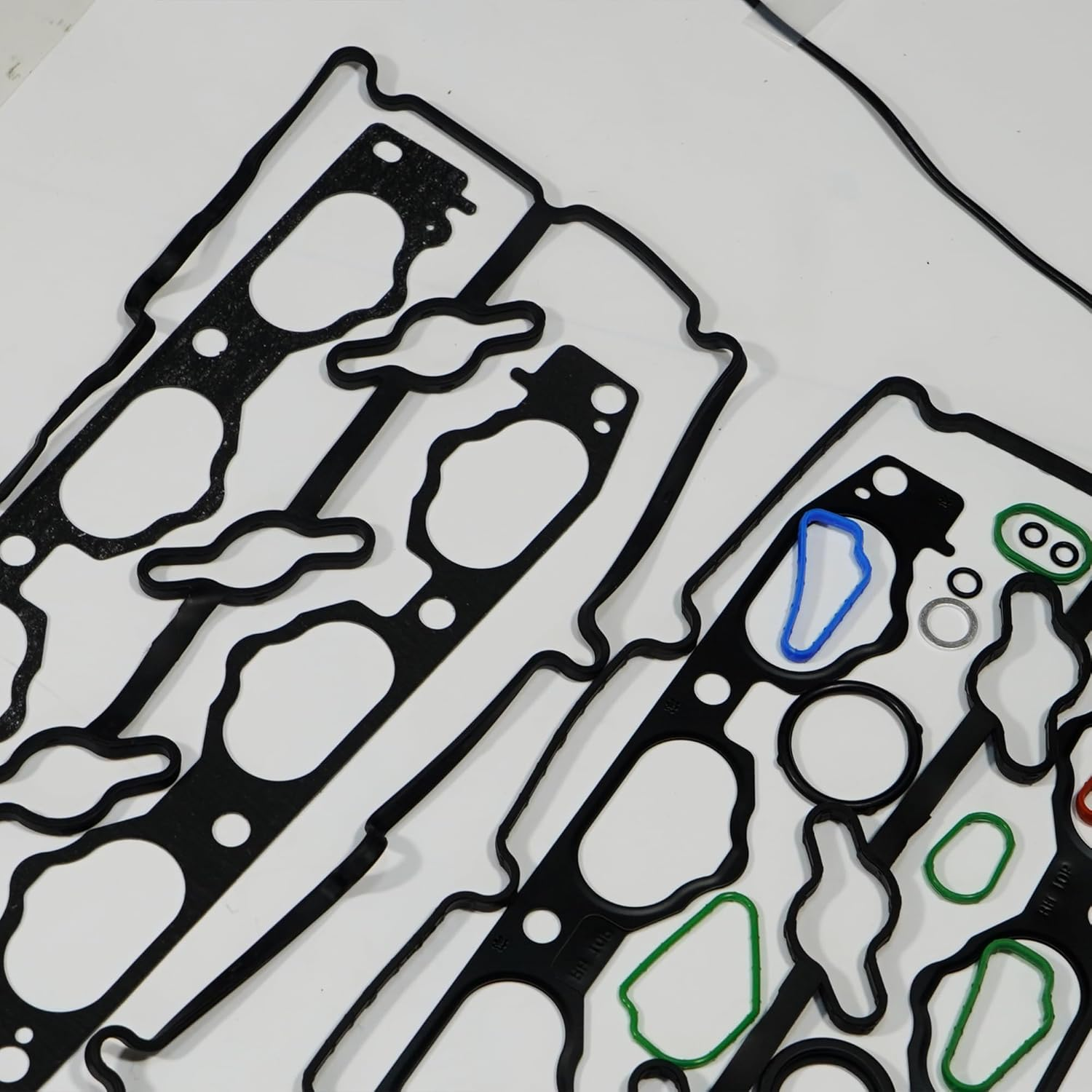
 Резиновое уплотнение
Резиновое уплотнение -
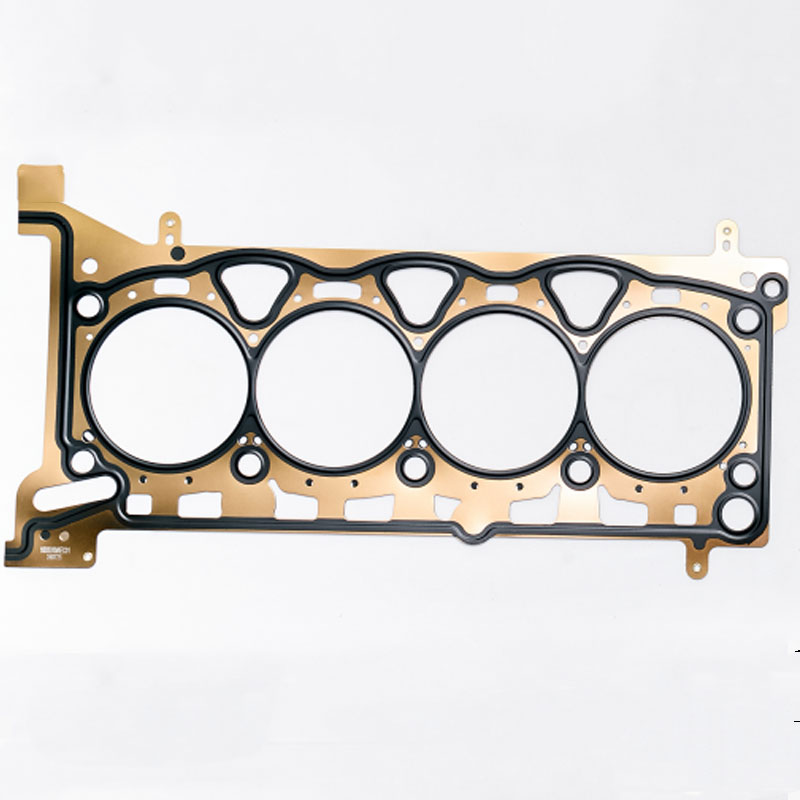
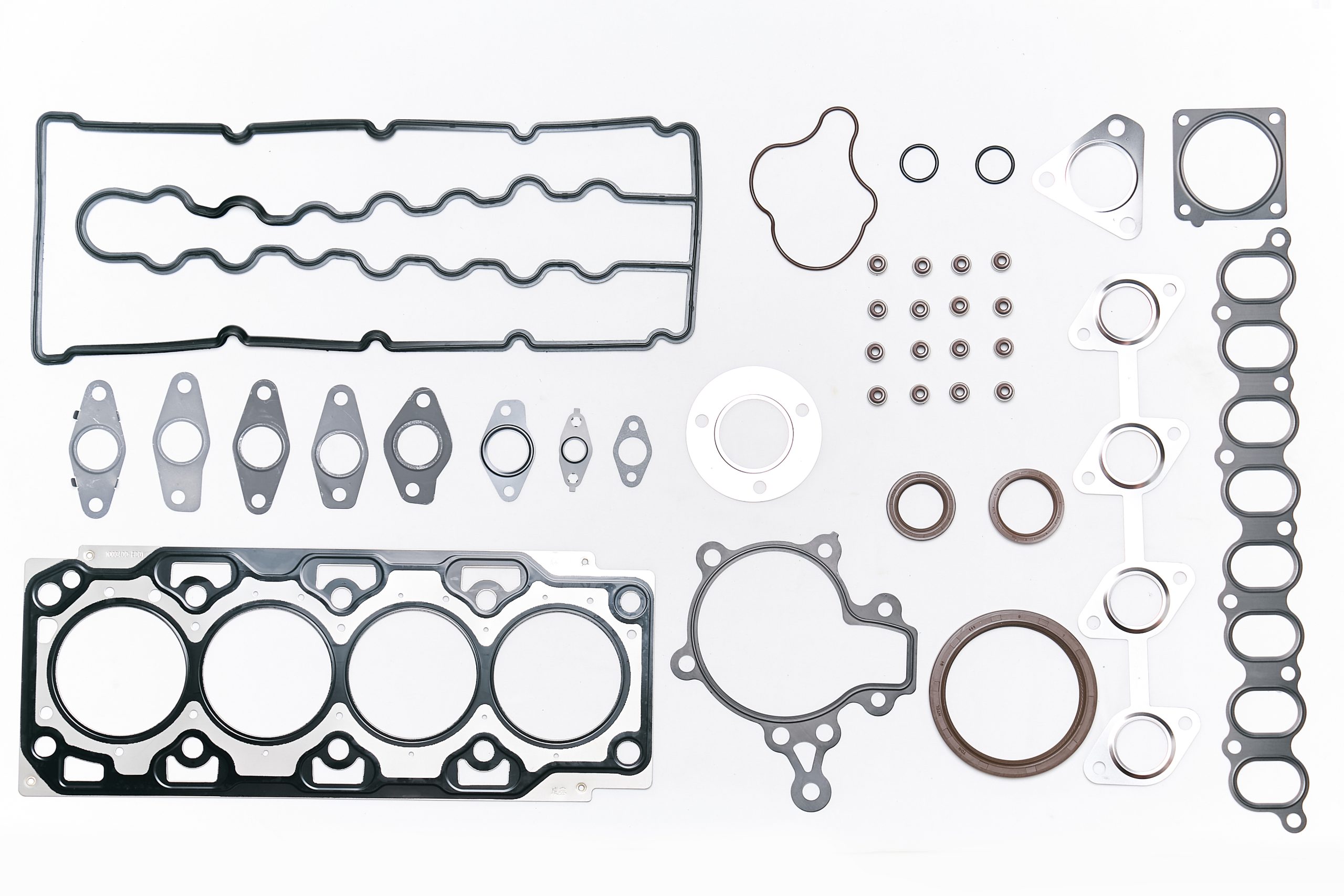
 Новый комплект прокладки головы для Kia Sorento Sedona Fit для Hyundai Santa Fe 3.3L V6 2013 2014 2016 2016 2017 2019 2020 заменить # 22311- 3cga0 223113CGA0 22311-3CGB0 22311- 3cga5
Новый комплект прокладки головы для Kia Sorento Sedona Fit для Hyundai Santa Fe 3.3L V6 2013 2014 2016 2016 2017 2019 2020 заменить # 22311- 3cga0 223113CGA0 22311-3CGB0 22311- 3cga5 -
 JMC V348 блок рычагов пружинного качателя листа
JMC V348 блок рычагов пружинного качателя листа -
 24321-2E010 набор цепной цепи с 2шт впуска и выпуска VVT Sprocket для Hyundai Elantra Kona 2.0L 2017-2020 заменяет # 24370-2E010 24350-2E700
24321-2E010 набор цепной цепи с 2шт впуска и выпуска VVT Sprocket для Hyundai Elantra Kona 2.0L 2017-2020 заменяет # 24370-2E010 24350-2E700 -
 Золотой дракон Коулуна
Золотой дракон Коулуна -
 Шарик для очистки нефтяных труб
Шарик для очистки нефтяных труб
Связанный поиск
Связанный поиск- Основные покупатели комплектов для капитального ремонта volkswagen
- Производитель сальников great wall
- Производитель ковриков для масляного поддона двигателя в китае
- Китайские производители коромысел клапанов двигателей
- Заводы по замене коромысел клапанов
- Масляное уплотнительное кольцо клапана
- прокладка масляного поддона форд
- Китайская крышка головки блока цилиндров
- Прокладка масляного поддона ваз 2109 китай
- Поставщики клапанных систем

