


Китайские производители коленчатых валов в сборе
Когда слышишь про китайских производителей коленчатых валов, многие сразу думают о дешёвых аналогах — и зря. За 12 лет работы с двигателями я видел, как откровенный хлам соседствует с образцами, которые переживут оригиналы. Например, в 2019-м мы ставили экспериментальный вал от завода из Гуанчжоу на судовой дизель — до сих пор работает без биения, хотя наработка уже под 9000 моточасов. Секрет не в цене, а в том, знаешь ли ты конкретного поставщика и его технологические цепочки.
Где кроются главные риски при заказе
Первая ошибка — выбирать только по сертификатам. Китайские заводы легко получают ISO 9001, но если копнуть глубже, окажется, что термообработку они заказывают на стороне, а контроль твёрдости делают выборочно. Как-то раз мы получили партию, где в паспорте стояло HRC 58-60, а при проверке оказалось 52-54. Пришлось срочно менять поставщика.
Вторая ловушка — ?европейские? названия компаний. Часто это просто регистрация в офшоре, а производство остаётся в тех же цехах. Проверяйте не юрлицо, а адрес завода и оборудование. Если у них нет своих печей для азотирования или хонинговальных станков — это красный флаг.
Третье: никогда не берите коленчатые валы в сборе без тестовой установки на стенд. Даже если геометрия в норме, бывает, что дисбаланс на 20-30% выше допустимого. Мы как-то сэкономили на этом этапе — потом пришлось перебирать двигатель из-за вибрации на высоких оборотах.
Пример адекватного производителя: ООО Чэнду Чанъинь Энергетическая Технология
На сайте https://www.cydl.ru видно, что компания не кидается на все ниши сразу. Уплотнения двигателей, шасси, ремонтные комплекты — это логичная связка. Если завод делает смежные компоненты, значит, понимает контекст работы коленчатого вала. Кстати, их отдел контроля использует немецкие измерительные системы Mahr — это хороший знак.
Важный момент: они не скрывают, что базируются в Чэнду. Этот регион известен кластером автомобильных и судовых производителей, там проще с сырьём и логистикой. Когда мы запросили у них выборочные отчеты по химическому анализу стали 42CrMo4 — прислали в течение двух дней, с расшифровкой каждой плавки.
Из минусов — не всегда есть готовность делать нестандартные модификации. Например, нам нужен был вал с изменённой конфигурацией противовесов под наш проект — отказали, сославшись на загрузку линий. Но для серийных моделей они надёжны.
Технологические детали, которые стоит отслеживать
Микроструктура стали после ковки — тот параметр, который часто упускают. Если зерно крупное, ресурс снижается на 30-40%. Мы всегда просим макрофотографии шлифов, особенно в зоне галтелей. Один раз это помогло выявить заводской брак до отгрузки.
Смазочные каналы — здесь китайские производители бывают либо дотошными, либо халтурщиками. Хороший признак, когда каналы после сверления проходят гидроабразивную обработку и полировку. У плохих поставщиков внутри остаётся металлическая стружка, которая потом убивает вкладыши.
Балансировка — если её делают только в двух плоскостях для многоцилиндровых двигателей, это несерьёзно. Нормальные заводы используют динамическую балансировку с коррекцией по 4-6 точкам. Кстати, у того же Чэнду Чанъинь есть стенды Schenck — это дорогое оборудование, но оно даёт стабильный результат.
Когда стоит рисковать с неизвестным поставщиком
Только если у вас есть запасной вариант и время на испытания. В 2021-м мы взяли партию у нового завода из Шаньдуна — цена была на 25% ниже рынка. После вскрытия обнаружили, что шейки отшлифованы с перепадом в 4 микрона вместо заявленных 2. Пришлось самим доводить на месте, что съело всю экономию.
Совет: всегда просите пробный образец. Не весь вал, а хотя бы аналогичный по материалу и обработке образец-свидетель. Его можно проверить на твёрдость, сделать микрошлиф — это дешевле, чем разбирать потом двигатель.
И ещё — смотрите на упаковку. Если коленчатые валы приходят без консервационной смазки и в обычной стрейч-плёнке, это говорит о культуре производства. Коррозия на шейках через месяц хранения — частый признак кустарного подхода.
Что изменилось за последние 5 лет
Китайские производители стали чаще инвестировать в европейское оборудование. Видел на одном заводе шлифовальные станки Junker — это сразу снимает вопросы к качеству поверхности. Но есть и обратная сторона: некоторые переносят только оборудование, а технологию оставляют старую. Результат — дорогой брак.
Появилась сегментация: топовые заводы работают на OEM, средние — на вторичный рынок, а мелкие копируют у средних. Если вам предлагают коленчатый вал в сборе с маркировкой, похожей на оригинал, но с мелкими отличиями — скорее всего, это копия второй волны.
Цены уже не такие низкие, как раньше. Хороший вал от проверенного китайского производителя сейчас всего на 15-20% дешевле европейского, но с доставкой и таможней разница иногда сокращается до 5-7%. Смысл остаётся только если вы уверены в долгосрочном ресурсе.
Выводы для практиков
Не ищите самого дешёвого китайского производителя коленчатых валов. Ищите того, кто даст доступ в цех, покажет отчёты и не исчезнет после первой проблемы. Как та же ООО Чэнду Чанъинь — они хоть и не идеальны, но работают прозрачно.
Всегда закладывайте 2-3 недели на входной контроль. Даже у лучших бывают осечки. Мы как-то нашли микротрещину в зубе шестерни маслонасоса у вала от очень уважаемого поставщика.
И помните: если предложение выглядит слишком красивым — скорее всего, вас ждёт сюрприз. В этом бизнесе стабильность важнее сиюминутной выгоды.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Замена прокладки линейных клапанов двигателей гелуокси на 2009-2015 годы Audi A4 Q5 TT VW Jetta GTI Passat CC 2.0T CAEB CCTA 06H109469T 06H109469AD
Замена прокладки линейных клапанов двигателей гелуокси на 2009-2015 годы Audi A4 Q5 TT VW Jetta GTI Passat CC 2.0T CAEB CCTA 06H109469T 06H109469AD -
 Kemu 1.6/ mutch 1.6/ trutch 2.0/ chery 480/ chery 475 / воздухозаборник
Kemu 1.6/ mutch 1.6/ trutch 2.0/ chery 480/ chery 475 / воздухозаборник -
 Tappets 034109309AD 034109309, 034109309AC 420002210 HL5317 Tappet гидравлический подъемник для VW Golf 8V GTI Audi 034109309AD
Tappets 034109309AD 034109309, 034109309AC 420002210 HL5317 Tappet гидравлический подъемник для VW Golf 8V GTI Audi 034109309AD -
 Geely
Geely -
 Золотой дракон Коулуна
Золотой дракон Коулуна -
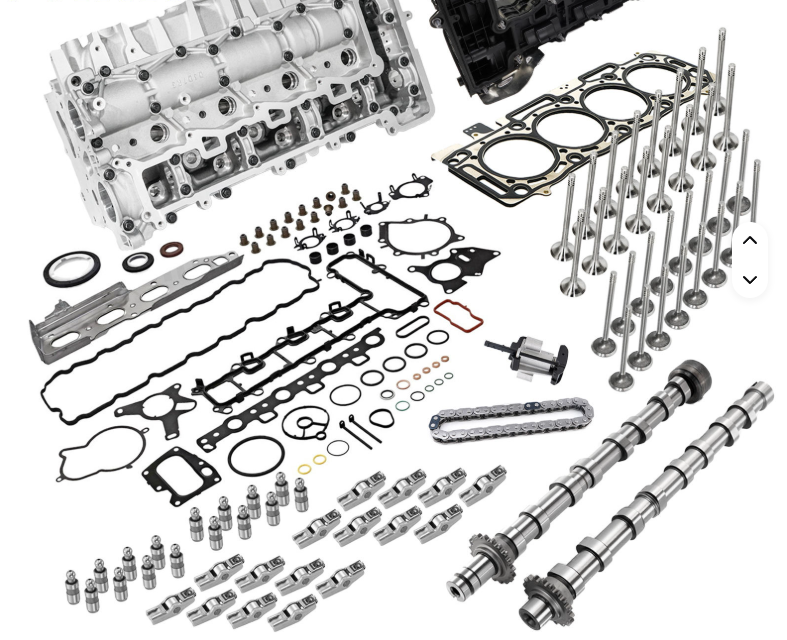 Полный блок крышки цилиндра для пежо 2.0 HDi DW10 (с клапанами, прокладками цилиндра, стентами для цилиндра и клапанами)
Полный блок крышки цилиндра для пежо 2.0 HDi DW10 (с клапанами, прокладками цилиндра, стентами для цилиндра и клапанами) -
 Шарик для очистки нефтяных труб
Шарик для очистки нефтяных труб -
 Гидравлический таппет A6510500127 для Mercedes Benz 651 2,2 т
Гидравлический таппет A6510500127 для Mercedes Benz 651 2,2 т -
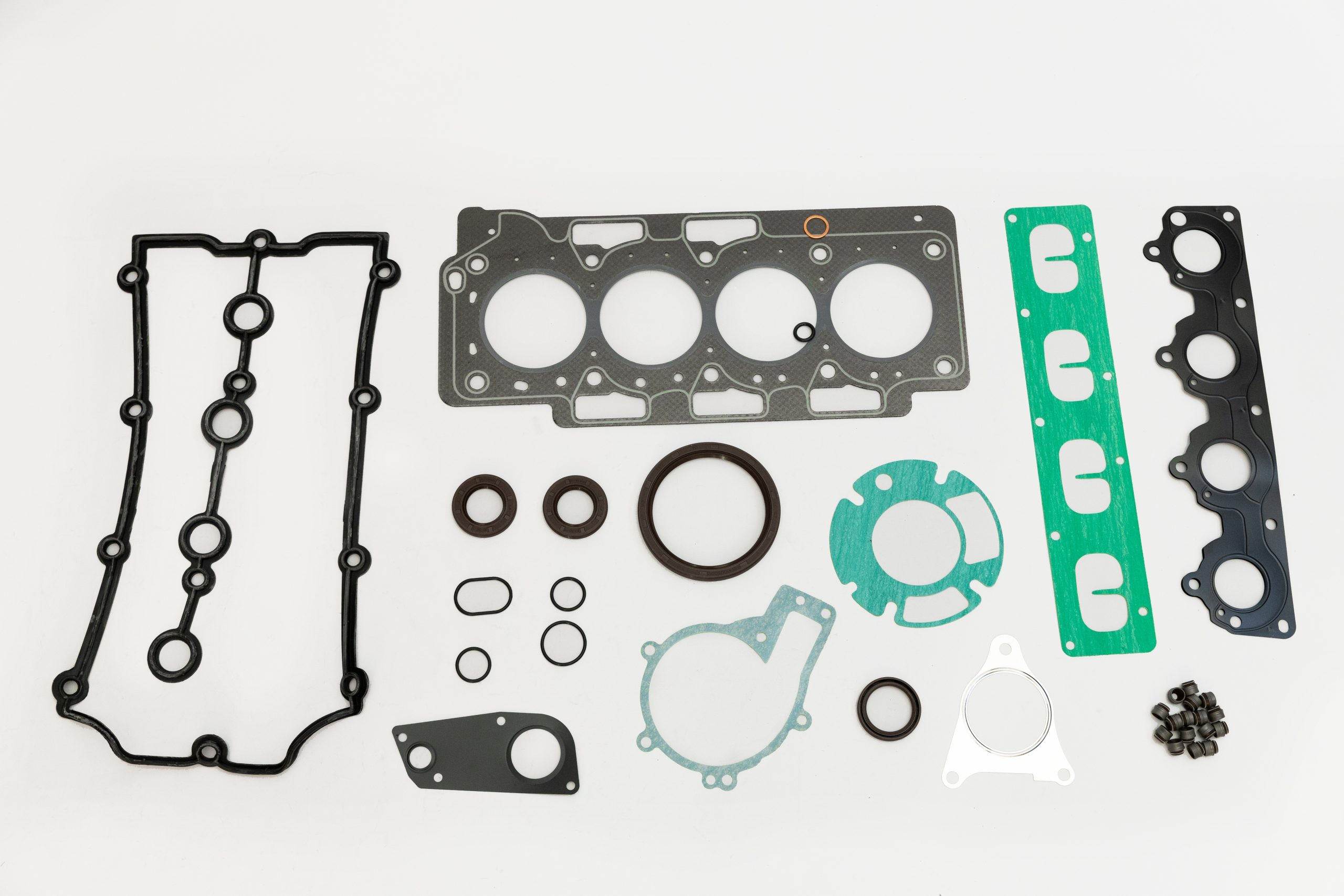 Пакет для ремонта двигателя 4D24 на великой китайской стене
Пакет для ремонта двигателя 4D24 на великой китайской стене -
 Прокладка головки цилиндра подходит для моделей Volkswagen с двигателями Ea111 и Ea888
Прокладка головки цилиндра подходит для моделей Volkswagen с двигателями Ea111 и Ea888 -
 Масляное уплотнение клапана
Масляное уплотнение клапана -
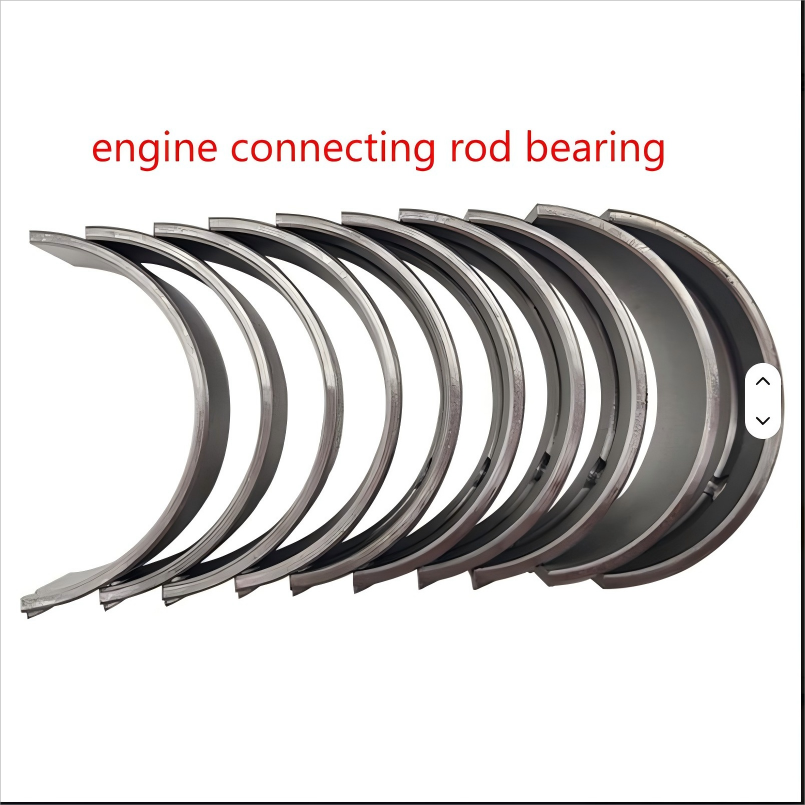 Подшипник Подшипники соединительных стержней
Подшипник Подшипники соединительных стержней
Связанный поиск
Связанный поиск- Производители коромысел клапанов двигателя
- Поставщики сальников подшипников
- Китайские производители прокладок для двигателей nissan
- прокладка 402 двигатель
- Производство толкателей byd в китае
- Коленчатый вал в сборе
- Китай renault logan 1.4 8 клапана коромысла
- прокладки двигателя ямз
- Сальник клапана из фторкаучука
- Поставщики прокладок двигателя нива

