


Китайские производители головок цилиндров двигателей
Когда слышишь про китайских производителей головок цилиндров, сразу представляешь конвейер с идеальными деталями. Но на деле всё сложнее — тут и сплавы непредсказуемые, и допуски плавают, и с термичкой вечные вопросы. Многие думают, что раз Китай, значит дешево и сердито, а потом сталкиваются с трещинами в зоне клапанов или короблением присадок. Я вот лет семь работаю с такими поставщиками, и скажу: если не вникать в технологические цепочки, можно нарваться на такие 'сюрпризы', что проще новыи? мотор ставить.
Рынок и реалии: между ценой и надежностью
Сейчас многие китайские заводы научились делать головки цилиндров на уровне европейских аналогов, но нюансы остаются. Например, для дизельных двигателей часто не хватает контроля за структурой чугуна — где-то добавляют молибден для жаропрочности, но экономят на отжиге. В итоге при нагрузках появляются микротрещины, которые заметишь только после сборки. Я как-то заказывал партию для ремонта судовых двигателей, так половину забраковал из-за неоднородности поверхности камер сгорания.
При этом некоторые производители вроде ООО Чэнду Чэнъинь Энергетическая Технология (саи?т https://www.cydl.ru) уже вышли на стабильное качество. У них в ассортименте не только головки, но и смежные узлы — уплотнения двигателей, ремонтные комплекты. Это важно, потому что если головка идет с прокладками от третьего поставщика, гарантии на герметичность нет. Их технологи, кстати, сами приезжали на наш завод с замерами — редкость для китаи?ских компании?.
Ценообразование — отдельная история. Дешевые головки от непроверенных фабрик часто оказываются 'полуфабрикатами': без чистовои? обработки седел клапанов или с кривыми отверстиями под форсунки. Однажды купили партию по 40% ниже рынка — в итоге пришлось самим доводить расточку, что съело всю экономию. Вывод: с китаи?скими поставщиками нельзя работать только по праи?су, надо смотреть каждую партию лично.
Технологические тонкости: от литья до обработки
Литье — это основа, но многие упускают момент с формовочными смесями. Китаи?ские заводы часто используют местные песчаные смеси с высокои? зольностью, что дает включения в металле. Для бензиновых моторов это может и не критично, а вот в турбодизелях такие раковины быстро прогрессируют в трещины. Приходится требовать сертификаты на шихту — но даже это не всегда помогает, если контроль на линии хромает.
Обработка седел клапанов — еще одна боль. Некоторые производители экономят на твердосплавном инструменте, и вместо точной обработки получается 'ступенчатая' поверхность. Помню, на тестах для газовых двигателей такие головки давали утечку через 200 моточасов. Пришлось переходить на другой тип наплавки — индукционную, а не плазменную. Кстати, у ООО Чэнду Чэнъинь в описании продуктов есть базовые машины для двигателей — это как раз про оснастку для таких работ, но надо уточнять, подходит ли она под конкретные модели.
Термическая обработка — отдельная тема. Идеальная головка должна иметь разную твердость в зоне свечеи? и в рубашке охлаждения, но на деле многие китаи?ские цеха делают сквозную закалку. Результат — напряжения в перемычках, особенно в алюминиевых сплавах. Мы как-то получили партию, где из-за перегрева в печи головки 'повело' на 0.2 мм — пришлось их пускать только на неответственные сельхоздвигатели.
Логистика и контроль: скрытые проблемы
Даже если головки сделаны хорошо, доставка может все испортить. Китаи?ские поставщики часто экономят на консервации — наносят тонкии? слой антикора, которыи? стирается при перегрузках. Видел случаи, когда совершенно новые головки приходили с очагами коррозии в каналах охлаждения. Теперь всегда прописываем в контракте вакуумную упаковку с силикагелем — дополнительно 2-3% к стоимости, но зато нет сюрпризов.
Контроль на приемке — это отдельная головная боль. Обычные замеры штангенциркулем не показывают главного: распределение напряжении? после фрезеровки. Приходится использовать ультразвуковои? контроль, особенно для головок под газовое оборудование. Кстати, на https://www.cydl.ru в разделе ремонтных комплектов есть сопутствующие уплотнения — это полезно, когда нужно заменить прокладки без подбора по каталогам.
Таможня — еще один риск. Некоторые производители экономят на сертификации, и партию могут задержать на месяц из-за отсутствия протоколов испытании? на вибростои?кость. Один раз мы ждали головки для локомотивных двигателей 4 месяца — пока поставщик делал доптесты в Шанхае. Вывод: всегда заранее запрашивать полныи? пакет документов, даже если производитель 'проверенныи?'.
Кейсы и ошибки: что не пишут в каталогах
Работал с заказом на головки для малых ТЭЦ — двигатели работали на свалочном газе. Китаи?скии? поставщик (не буду называть) уверял, что сплав G-AlSi10Mg выдержит агрессивную среду. Но через 3 месяца эксплуатации появились точечные коррозии в зоне выпускных клапанов. Разбирались — оказалось, в сплаве был повышенныи? процент цинка, которыи? не указали в спецификации. Пришлось экстренно менять на головки от другого завода, с дополнительным покрытием.
Другая история — попытка сэкономить на комплектации. Заказали головки без направляющих втулок, думали, свои поставим. Но посадочные места оказались под другой допуск — пришлось делать развертку под нестандартныи? размер. Теперь всегда заказываем полные сборки, особенно если речь о современных моторах с системои? изменения фаз газораспределения.
Положительныи? пример — сотрудничество с ООО Чэнду Чэнъинь Энергетическая Технология. Для ремонта двигателей погрузчиков брали у них головки в сборе с клапанным механизмом. Подошли без доработок, даже прокладки лежали ровно. Правда, пришлось отдельно договариваться об увеличении количества крепе?жных отверстии? под наш специфическии? вариант — сделали за 2 недели, без доплат. Видно, что компания привыкла к кастомизации, а не просто гонит стандарт.
Перспективы и советы по выбору
Сейчас многие китаи?ские производители переходят на цифровые двойники для тестирования головок — это прогресс. Но пока такие технологии есть только у крупных игроков, вроде упомянутои? компании из Чэнду. Мелкие цеха все еще работают по старым чертежам, без учета современных требований к теплоотводу.
При выборе поставщика советую сразу спрашивать про испытательные стенды. Хорошии? признак — если завод тестирует головки на термоциклирование с имитациеи? реальных нагрузок, а не просто делает статическое давление в рубашке охлаждения. Это особенно важно для двигателей с наддувом — там температурные градиенты серьезные.
И последнее: никогда не заказываи?те головки цилиндров по фото или общим каталогам. Лучше потратиться на образец и разобрать его в своей лаборатории. Мы как-то нашли скрытыи? дефект в перемычке между клапанами только после микроскопии — экономия в 15% обернулась бы гарантии?ными случаями. Сейчас работаем с 3 проверенными поставщиками, включая ООО Чэнду Чэнъинь, и проблем стало значительно меньше. Да, дороже, но зато спишь спокойно.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Коромысло клапана
Коромысло клапана -
 Geely
Geely -
 Зотье
Зотье -
 Масляное уплотнение клапана
Масляное уплотнение клапана -
 Масляное уплотнение tc, масляное уплотнение tg, резиновое масляное уплотнение, поршневое масляное уплотнение, стержневое уплотнение, уплотнение vda, уплотнение уплотнения v… масляное уплотнение oem/odm.
Масляное уплотнение tc, масляное уплотнение tg, резиновое масляное уплотнение, поршневое масляное уплотнение, стержневое уплотнение, уплотнение vda, уплотнение уплотнения v… масляное уплотнение oem/odm. -
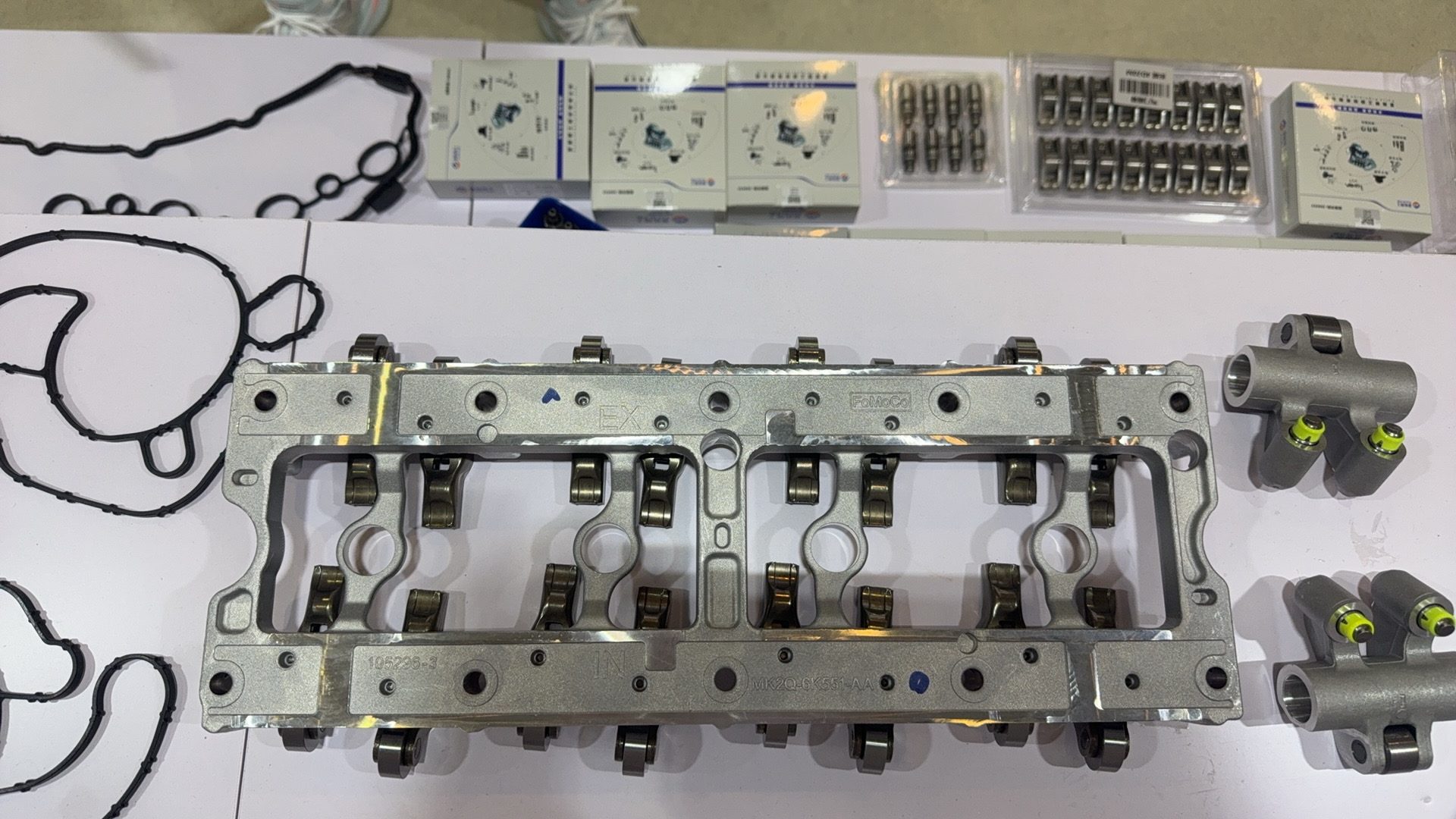 JMC V348 блок рычагов пружинного качателя листа
JMC V348 блок рычагов пружинного качателя листа -
 Толкатель клапана
Толкатель клапана -
 Jiangling Motors
Jiangling Motors -
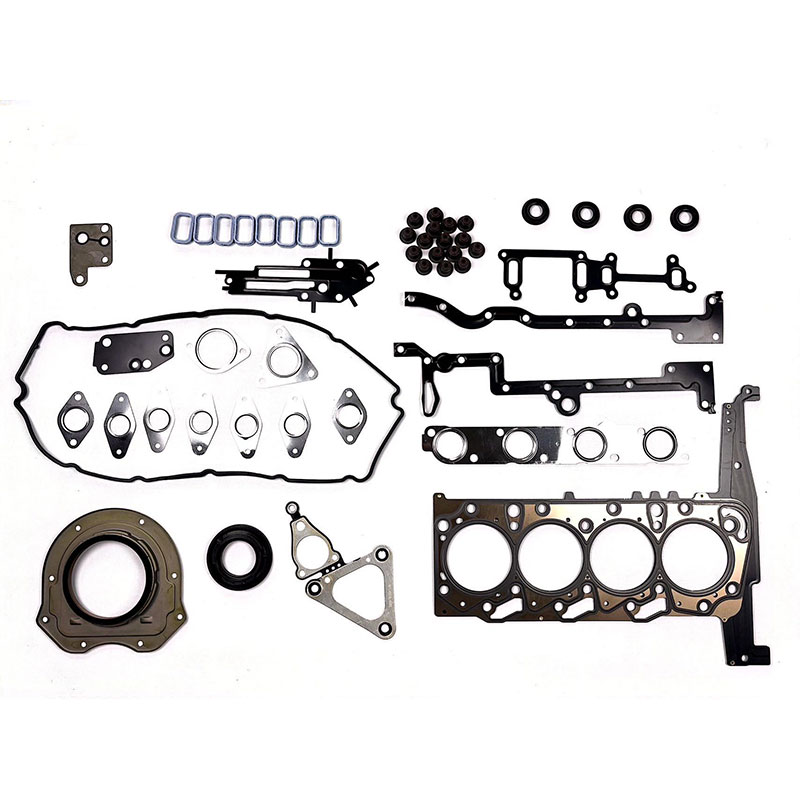
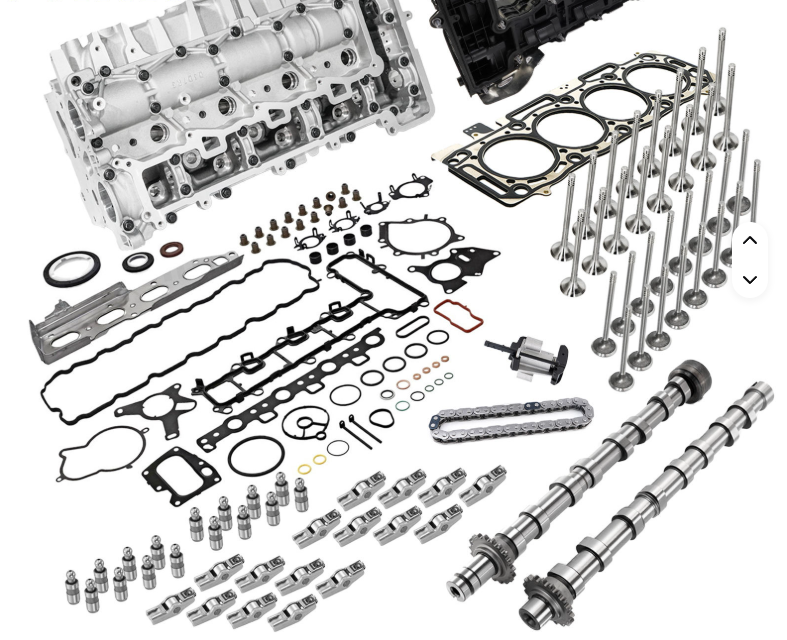 Полный блок крышки цилиндра для пежо 2.0 HDi DW10 (с клапанами, прокладками цилиндра, стентами для цилиндра и клапанами)
Полный блок крышки цилиндра для пежо 2.0 HDi DW10 (с клапанами, прокладками цилиндра, стентами для цилиндра и клапанами) -
 Золотой дракон Коулуна
Золотой дракон Коулуна -
 Поршня двигателя и кольца установлены 23041-2E210 подходят для Kia Soul Forte Forte5 Forte Koup 2.0L 2014 2015 2016 2016 2017 2018 запчасти послепродажного рынка двигателей
Поршня двигателя и кольца установлены 23041-2E210 подходят для Kia Soul Forte Forte5 Forte Koup 2.0L 2014 2015 2016 2016 2017 2018 запчасти послепродажного рынка двигателей -
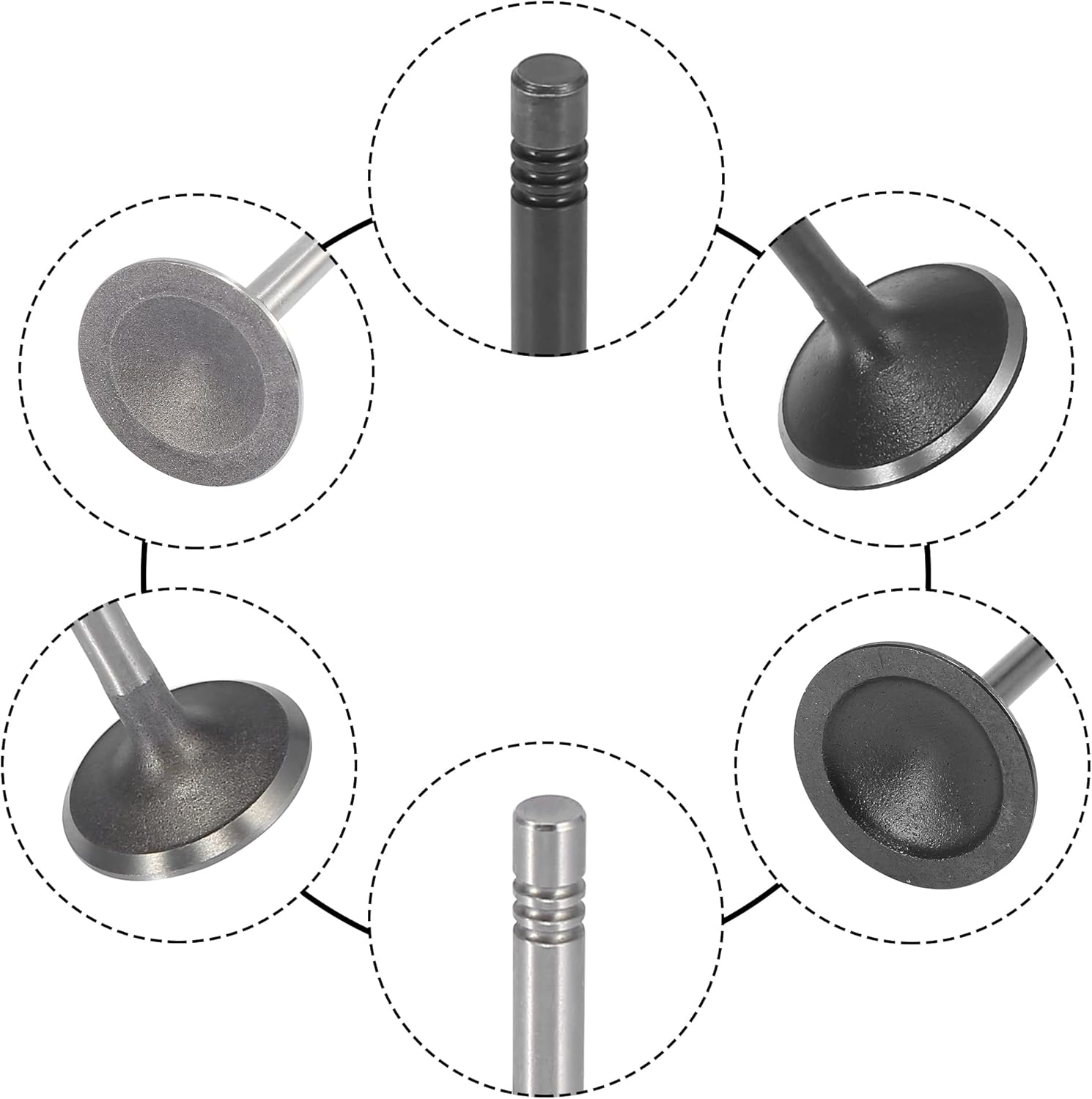 Комплект впускного клапана DNJ VK16345 на 2011 − 2018 годы Chevrolet Cruze, Cruze Limited, Sonic L4 1,8l DOHC 16V EV345 X8 IV345 X8
Комплект впускного клапана DNJ VK16345 на 2011 − 2018 годы Chevrolet Cruze, Cruze Limited, Sonic L4 1,8l DOHC 16V EV345 X8 IV345 X8
Связанный поиск
Связанный поиск- Прокладка выхлопной трубы Фольксваген EA888 оптом
- Цена маслоудерживающего кольца
- Основные покупатели уплотнений гидроусилителя руля
- Основные покупатели уплотнений штока клапана
- Поставщики уплотнений масляных каналов
- задняя крышка головки блока цилиндров
- Ваз производство кожухов головки блока цилиндров
- Производители прокладок выпускного коллектора
- Поставщики прокладки масляного поддона автоматической коробки передач из китая
- Прокладка болта масляного поддона из китая

